


南恩物资有限公司本着“品质至上、信誉至上、服务至上、时间至上”的企业经营理念,“诚信经营、信誉为本”的经营宗旨。坚信客户永远是公司发展的源泉,坚持以市场为导向,以完善的售后服务为承诺,公司主营产品 江苏槽钢。公司在长期的发展过程中以过硬的产品质量的优势和国内许多大型的公司都建立了长期良好的合作伙伴关系,我们也热诚欢迎国内外客户来我司考察,参观及技术交流;愿与社会各界朋友精诚合作,共创美好家园!


从表面上判断,也就是在外观检验。焊接接头的外观检验是一种手续简便而又应用广泛的检验方法,是成品检验的一个重要内容,主要是发现焊缝表面的缺陷和尺寸上的偏差。一般通过肉眼观察,借助标准样板、量规和放大镜等工具进行检验。若焊缝表面出现缺陷,焊缝内部便有存在缺陷的可能。
物理方法的检验:物理的检验方法是利用一些物理现象进行测定或检验的方法。材料或工件内部缺陷情况的检查,一般都是采用无损探伤的方法。无损探伤有超声波探伤、射线探伤、渗透探伤、磁力探伤等。



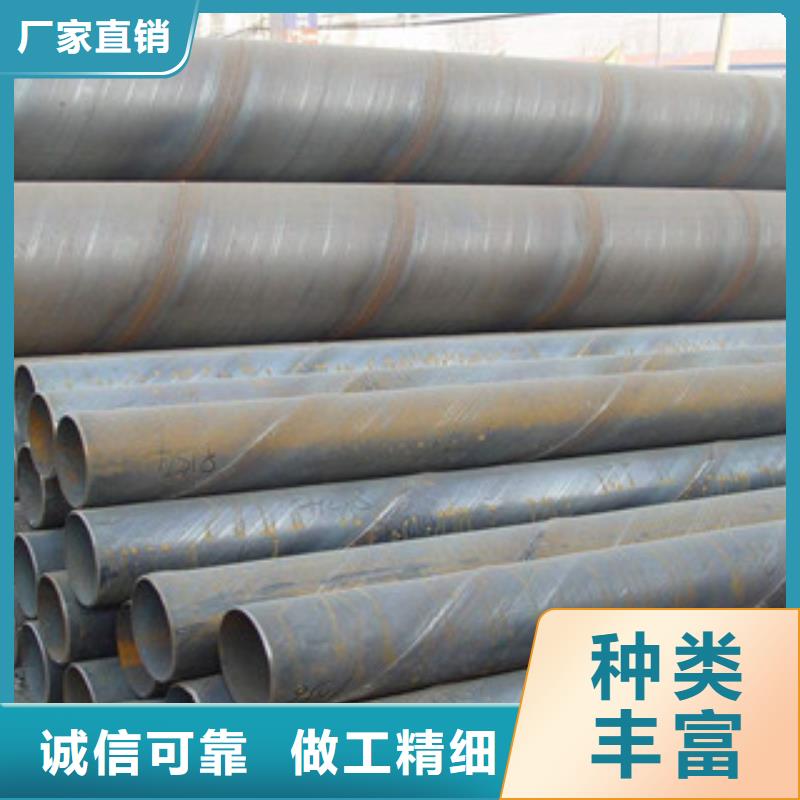
螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。
执行标准:
依据API SPEC 5L管线钢管规范、GB/T9711-2011、AWWA C200、ASTM A252、ASTM A53、DIN1626、SY/T5037石油天然气输送管道标准生产和检验
适用范围:
石油天然气工业 化学工业 电力工业 可燃性流体和非可燃性流体输送管道用和建设结构用 给排水工程 城市建设等。
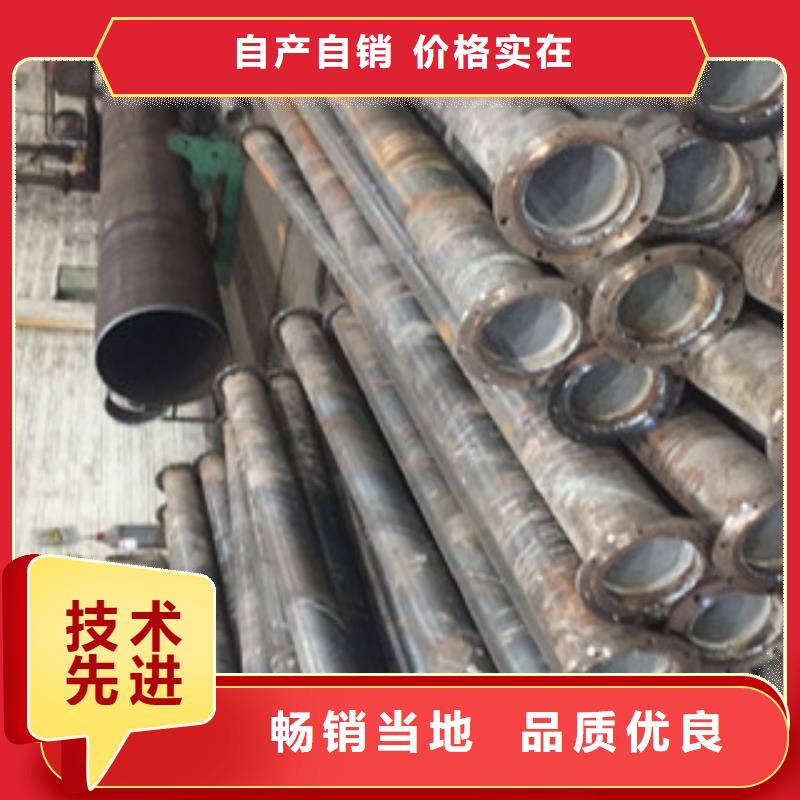
螺旋钢管产品说明:螺旋钢管生产工艺:是一带钢卷为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋焊接钢管。螺旋钢管的特点:直缝钢管生产工艺简单,生产效率高,成本低等。螺旋钢管的强度一般比直缝钢管高,能用较窄的材料生产管径较大的螺旋钢管,还可以用同样宽度的带钢生产不同管径的螺旋钢管。
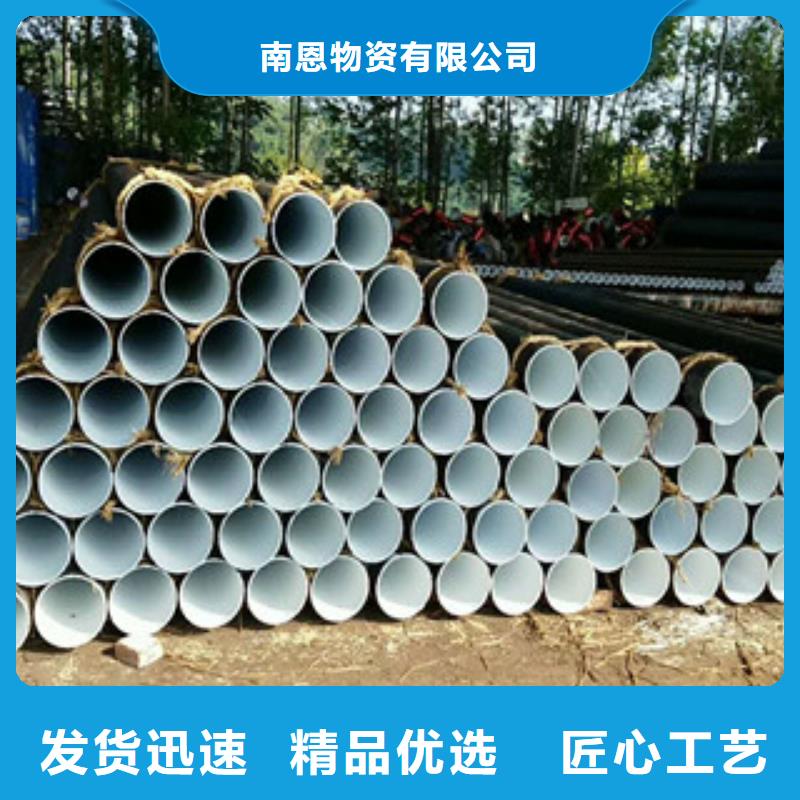
很多的人对于螺旋钢管的堆放都是一知半解,其实螺旋钢管堆码的原则要求是在码垛稳固、确保的前提下,做到按品种、规格码垛,不同品种的材料要分别码垛,防止搅浑和相互侵蚀,下面螺旋焊管生产厂家专业人 员为您简单介绍四点螺旋焊管的堆放注意事项,希望对您有所帮助。
1、螺旋钢管垛底应垫高、坚固、平整,防止材料受潮或变形,禁止在螺旋钢管垛位四周存放对钢材有侵蚀作用的物品。
2、垛与垛之间应留有一定的通道,检查道一般为0.5m,出入通道视材料大小和运输机械而定,一般为1.5~2.0m。
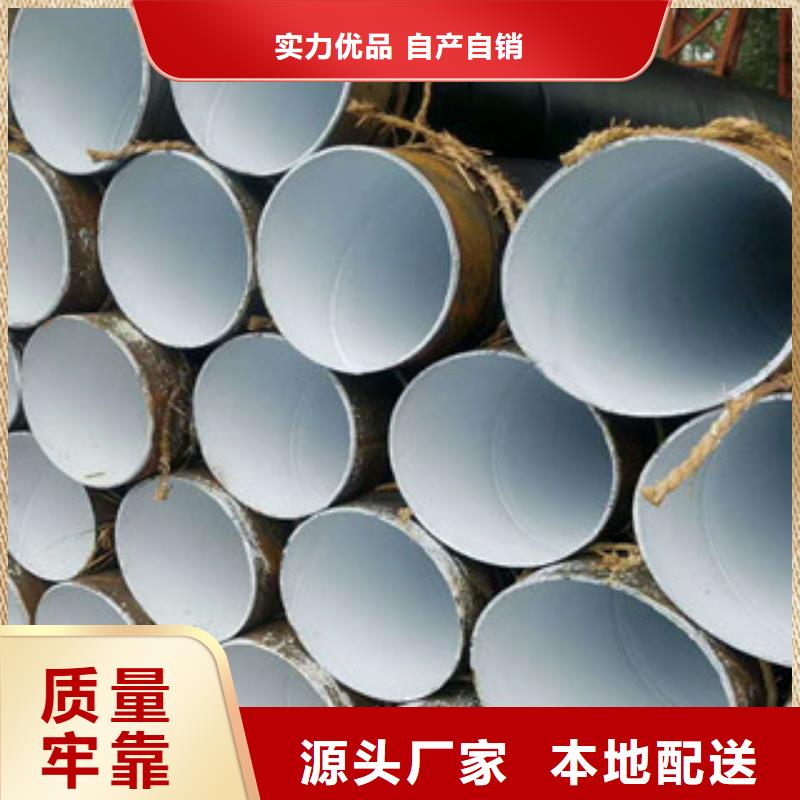
3、露天堆放应俯放,即口朝下,工字钢应立放,钢材的I槽面不能朝上,以免积水生锈。
4、露天堆放的螺旋钢管型钢,下面必需有木垫或条石,垛面略有倾斜,以利排水,并留意材料安放平直,防止造成弯曲变形。



