


变压器管用于制造变压器散热管和其它热交换器,采用普通碳素钢制造,要求进行压扁、扩口、弯曲、液压试验。钢管以定尺或倍尺交货,对钢管弯曲度有一定要求。异型管由普通碳结结构钢及16Mn等钢带焊制的方形管、矩形管、帽形管、空胶钢门窗用钢管,主要用作农机构件、钢窗门等。电焊薄壁管主要用来制作家具、玩具、灯具等。当前不锈钢带制作的薄壁管应用很广,家具、装饰、栏栅等。
螺旋焊管是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管。螺旋焊管主要用于石油、天然气的输送管线,其规格用外径*壁厚表示。螺旋焊管有单面焊的和双面焊的,焊管应保证水压试验、焊缝的抗拉强度和冷弯性能要符合规定。按端部形状分类本公司可承担钢质管道(钢管、管件)的单层和双层熔结环氧粉末(FBE)、双层聚乙烯防腐(2PE防腐钢管)和三层聚乙烯防腐(3PE防腐钢管)、双层聚丙烯(2PP防腐钢管)和三层聚丙烯(3PP防腐钢管)、环氧煤沥青钢管防腐、环氧树脂防腐钢管、IPN8710高分子防腐涂料防腐(IPN8710饮用水管道)、水泥砂浆衬里防腐、聚氨酯预制直埋保温管、黑黄夹克保温管、钢套钢保 欢迎新老客户来厂考察指导
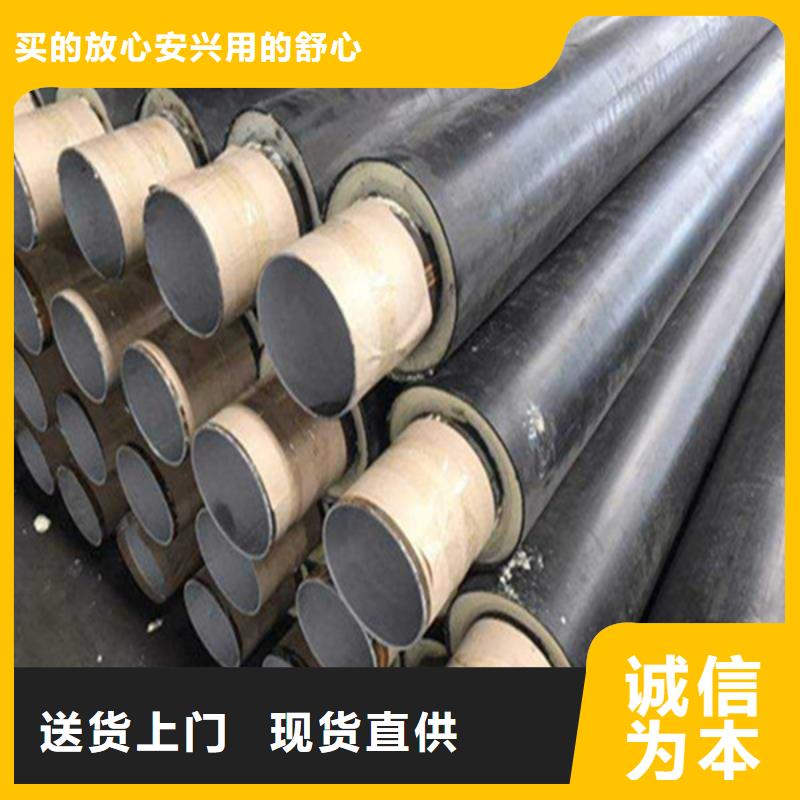
本公司可承担钢质管道(钢管、管件)的单层和双层熔结环氧粉末(FBE)、双层聚乙烯防腐(2PE防腐钢管)和三层聚乙烯防腐(3PE防腐钢管)、双层聚丙烯(2PP防腐钢管)和三层聚丙烯(3PP防腐钢管)、环氧煤沥青钢管防腐、环氧树脂防腐钢管、IPN8710高分子防腐涂料防腐(IPN8710饮用水管道)、水泥砂浆衬里防腐、聚氨酯预制直埋保温管、黑黄夹克保温管、钢套钢保温钢管、预制直埋管件保温防腐等工程。执行SY/T0447-96、GB50268-97、CECS10:89、DIN30670.DIN30671、SY/T0413-2002、SY/T0315-97标准。



随着大数据、物联网、智慧城市等新型产业发展带来行业的契机,武恒金属制品有限公司始终以前瞻的眼光,紧跟时代潮流,坚持以专业化的发展战略,专注技术与应用不断开发适合客户需求的新 四川广元方矩管产品;务实守信,开拓创新,携手广大合作伙伴“扬帆起程领航未来”。


按生产方法分类
(1)按工艺分——电弧焊管、电阻焊管(高频、低频)、气焊管、炉焊管。
(2)按焊缝分——直缝焊管、螺旋焊管。
按断面形状分类
(1)简单断面钢管——圆形钢管、方形钢管、椭圆形钢管、三角形钢管、六角形钢管、菱形钢管、八角形钢管、半圆形钢圆、其他。
(2)复杂断面钢管——不等边六角形钢管、五瓣梅花形钢管、双凸形钢管、双凹形钢管、瓜子形钢管、圆锥形钢管、波纹形钢管、表壳钢管、其他。
按壁厚分类
薄壁钢管、厚壁钢管。
按端部形状分类
分为圆形焊管和异型(方、扁等)焊管。
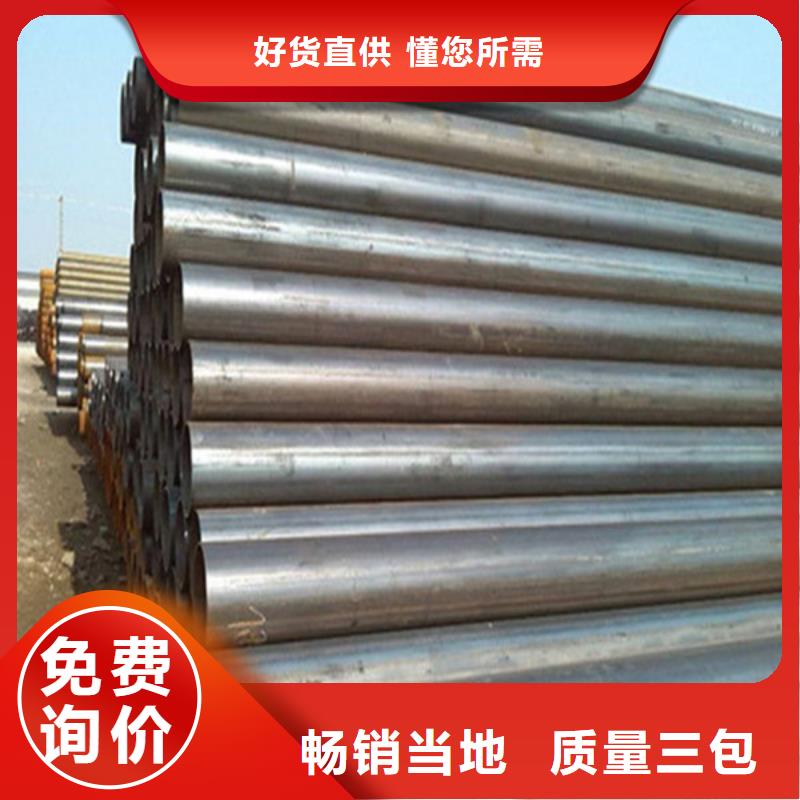
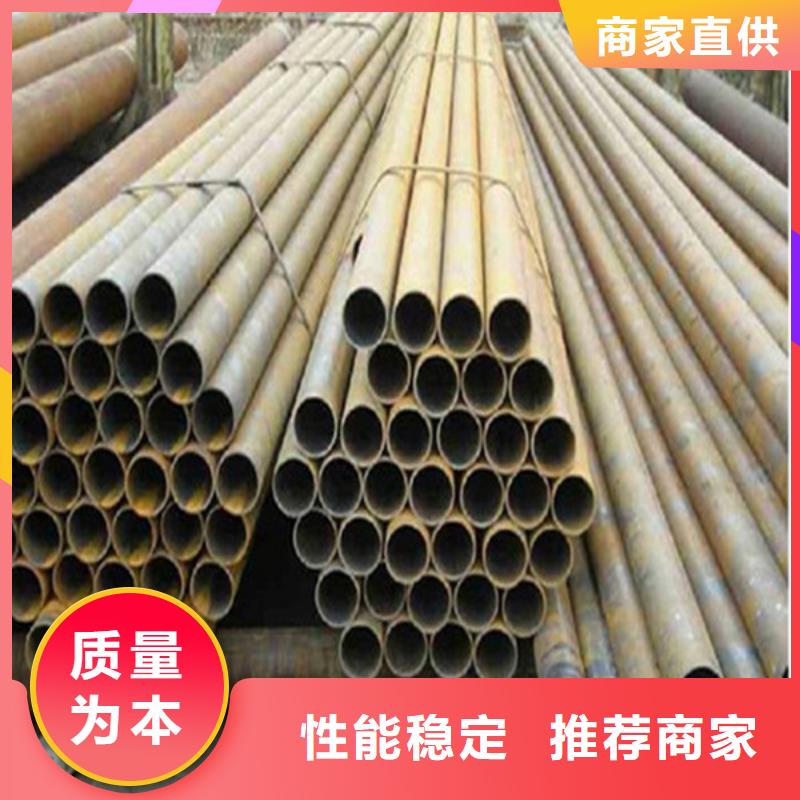
众顺钢材公司以生产高频焊接直缝钢管、大口径直缝钢管、方矩管、镀锌方矩管、厚壁方矩管、合金方矩管和镀锌焊管为主,优质的生产设备、卓越的科技力量、杰出的管理人才、浑厚的资金实力为生产出高、精、尖产品提供了您放心的保障,主要生产规格为150*6-14mm-530*6-16mm高频焊直缝焊管,20*20*2.0—500*500*26mm方矩管、正常生产材质为Q235—Q345B的黑色、镀锌方矩管及焊管。公司在 “以诚来立足,以革新来致远”的思想指导下,秉承“誉至上,薄利多销,互惠互利”和“诚实守,依法经营”的宗旨,坚持做质量服务型企业,及时对客户进行回访,解决客户问题的同时不断优化产品,良好的誉得到了国内及国外客户及施工方的好评,销售市场已进入全国各地。产品大范围应用于建筑钢结构、汽车制造、船舶制造、机械制造、桥梁构造、集装箱龙骨、体育场馆及大型机场建设等诸多领域。



管节的材料、规格、压力等级、加工质量应符合设计规定;管节表面应无斑痕、裂纹、严重锈蚀等缺陷;一节管不允许有两条纵缝。
2碳钢管道安装前,管节应逐根测量、编号,宜选用管径相差小的管节组对焊接。管道穿越道路时应相应增加钢套管。
3下管前应先检查管节的外防腐层,合格后方可下管。
4管节组成管段下管时,管段的长度、吊距,应根据管径、壁厚、外防腐层材料的种类及下管方法确定。
5弯管起弯点至接口的距离不得小于管径,且不得小于100mm。
6管节焊接采用的焊条应符合下列规定:
焊条的化学成分、机械强度应与へ母材相同且匹配,兼顾工作条件和工艺性; 焊 条质量应符合现行 标准《碳钢焊条》、《低合金焊条》的规定;焊条应干燥;根据《现场设备、工业管道焊接工程施工及验收规范》(GB50236-98)
7管节焊接前应先修口、清根,管端端面的坡口角度、钝边、间隙,应符合下表规定;不得在对口间隙夹焊帮条或用加热法缩小间隙施焊。
8对口时应使内壁齐平,应当采用长300mm的直尺在接口内壁周围顺序贴靠,错口的允许偏差应为0.2倍壁厚,且不得大于2mm。
9对口时焊缝的位置应符合下列规定:
直管段上两对接焊口中心面间的距离,当公称直径大于或等于150mm时,不应小于150mm,当公称直径小于150mm时, 不应小于管子外径。
管子对口时应在距接口中心200mm处测量平直度,当管子公称直径小于100mm时,允许偏差为1mm,当管子公称直径大于或等于100mm时,允许偏差为2mm。但全长允许偏差为10mm。
10管道上开孔应符合下列规定:
不得在干管的纵向、环向焊缝处开孔;管道上任何位置不得开方孔;不得在管节上或管件上开孔;直线管段不宜采用长度小于800mm的短节拼接。
11在恶劣环境下焊接应符合下列规定:
当工作环境的风力大于5级、雪天或相对湿度大于90%时,应采取保护措施施焊;焊接时,应使焊缝可自由伸缩,并应使焊口缓慢降温。

