



一分钟的时间,对于了解我们的60crmov、量大优惠产品来说足够了。请观看这部精心制作的产品视频,让产品的独特之处和卓越性能一览无余。
以下是:60crmov、量大优惠的图文介绍
常用冷轧辊中工作辊的材料有9Cr,9Cr2,9Crv,8CrMoV等,冷轧辊要求表面淬火,硬度为S45~105。热轧辊常用的材料有55Mn2,55Cr,60CrMnMo,60SiMnMo等,热轧辊使用在开坯,厚板,型钢等加工中。
常用冷轧辊中工作辊的材料有9Cr,9Cr2,9Crv,8CrMoV等,冷轧辊要求表面淬火,硬度为S45~105。
热轧辊常用的材料有55Mn2,55Cr,60CrMnMo,60SiMnMo等,热轧辊使用在开坯,厚板,型钢等加工中。
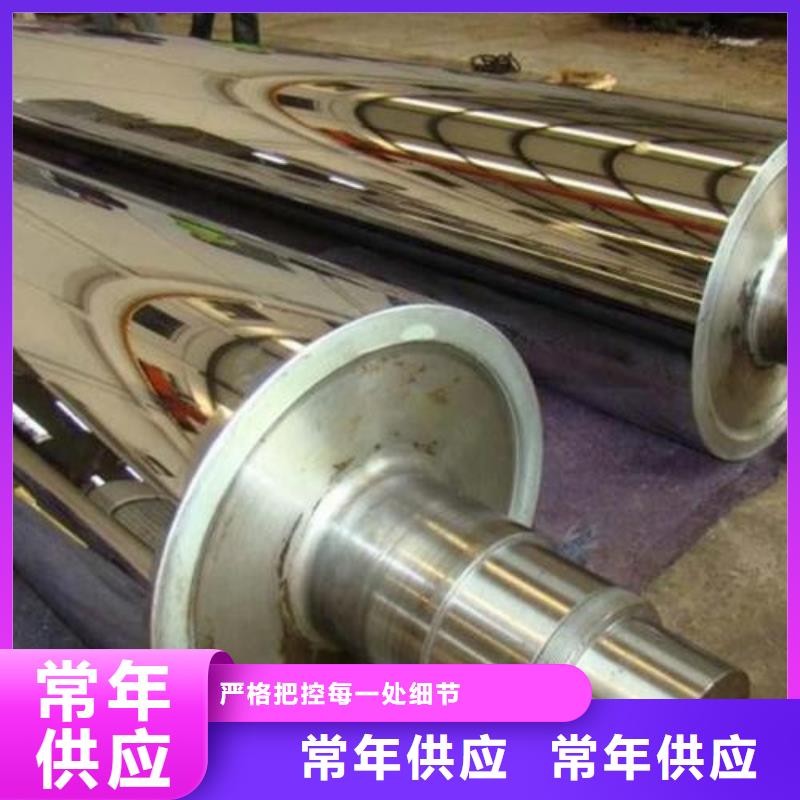
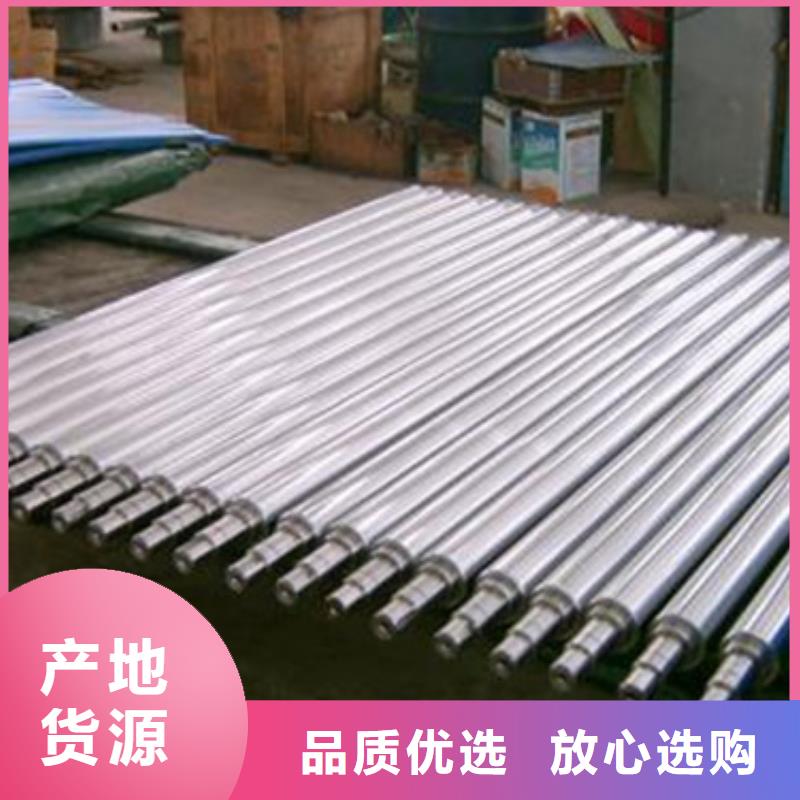
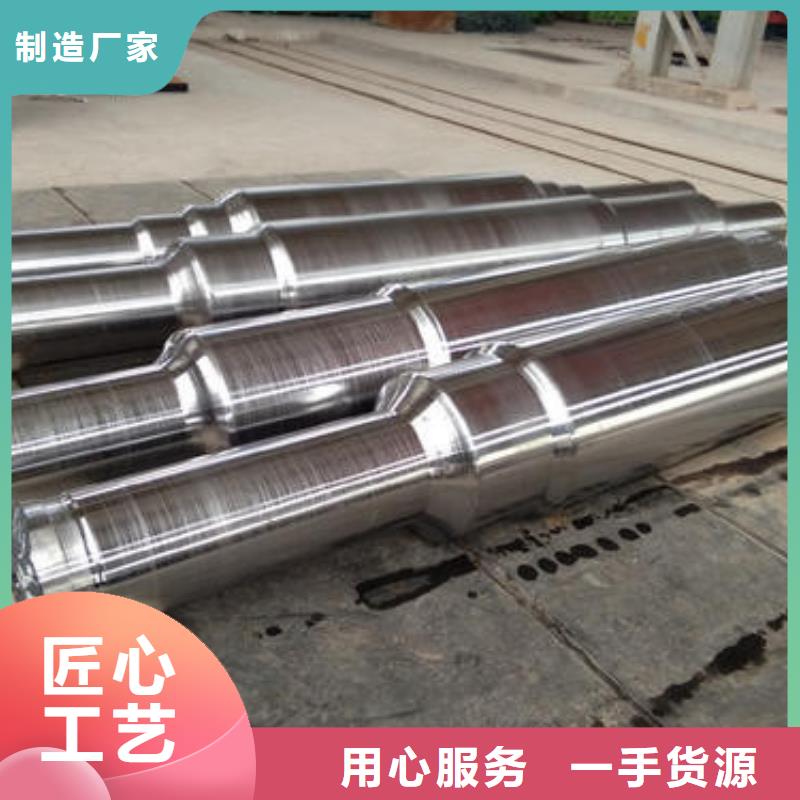
辊种类很多,常用的轧辊品种有铸钢轧辊、铸铁轧辊和锻造轧辊三大类,在型材轧机上还有少量硬质合金轧辊(钨钢轧辊)。轧辊是使(轧材)金属产生塑性变形的工具,是决定轧机效率和轧材质量的重要消耗部件。轧辊是轧钢厂轧钢机上的重要零件,利用一对或一组轧辊滚动时产生的压力来轧碾钢材。它主要承受轧制时的动静载荷,磨损和温度变化的影响。
常用冷轧辊中工作辊的材料有9Cr,9Cr2,9Crv,8CrMoV等,冷轧辊要求表面淬火,硬度为S45~105。
热轧辊常用的材料有55Mn2,55Cr,60CrMnMo,60SiMnMo等,热轧辊使用在开坯,厚板,型钢等加工中。
辊种类很多,常用的轧辊品种有铸钢轧辊、铸铁轧辊和锻造轧辊三大类,在型材轧机上还有少量硬质合金轧辊(钨钢轧辊)。轧辊是使(轧材)金属产生塑性变形的工具,是决定轧机效率和轧材质量的重要消耗部件。轧辊是轧钢厂轧钢机上的重要零件,利用一对或一组轧辊滚动时产生的压力来轧碾钢材。它主要承受轧制时的动静载荷,磨损和温度变化的影响。



此时高速钢的硬度可达到 值;若V、Nb含量过大,基体中的弥散颗粒状碳化物数量减少,生成的碳物粗大,反会降低高速钢的力学性能。高速钢的 淬火温度为1100~1150℃,在此温度下淬火,硬度可达69HRC。淬火温度高于1000℃,高速钢淬火后得到的硬度都相当高,但超过1150℃,随淬火温度的升高,硬度值又会显著下降。高速钢的二次回火 温度为500~525℃,此时轧辊用高速钢出现二次硬化峰68.5HRC。回火尽管没有改变碳化物的类型,但对碳化物的大小、分布、体积分数以及基体的性能影响很大,改善了碳化物的沿晶分布,析出的MC型碳化物晶粒细小,分布均匀,纤维状减少而棒状增加。所研究的含V、Nb的轧辊用高速钢,其碳化物主要类型有:M7C3、M6C和MC等,呈菊花状、长条状和颗粒状分布。



新物通物资有限公司发挥人才优势,确保技术的实用性;依靠装备优势,以科研开发与实验生产相结合的模式,缩短 广西崇左不锈钢厂家、2205不锈钢管、精密异形钢管、冷拔异型钢管研发周期,提高了技术的针对性,可靠性;依托地域优势,确保 广西崇左不锈钢厂家、2205不锈钢管、精密异形钢管、冷拔异型钢管加工质量和周期;凭借体制优势,做到灵活机动、快速反应、服务周到。


三、是利用专业工具强化磨削效果。由于高速钢轧辊硬度高,研磨比较困难,要选用专用砂轮和自动磨床。研磨完成后,采用涡流探伤仪和超声波探伤仪进行辊面的复合探伤。正常下机的高速钢轧辊磨削后可残留热裂纹上机使用。而轧制事故下机的高速钢轧辊,须在磨削辊面裂纹的基础上增加一定的磨削量。
高速钢轧辊在使用中常出现的问题可以归纳为以下三大病症
一、是轧辊表面易产生氧化、裂纹、剥落等缺陷。应该针对不同的轧机架次和轧制环境选择不同化学成分和金相组织的轧辊。高速钢轧辊的冷却条件比高铬铸铁轧辊的冷却条件强。冷却水量应尽可能充分,宜采用扁平嘴取代原来的锥形喷嘴,并且将3/4冷却水用于轧辊出钢口侧的冷却,将轧辊表面温度控制在50℃以下。另外,辊身中部的冷却水量应成倍于辊身边部的冷却水量,否则不仅易造成轧辊裂纹,而且在过钢量不太多时易出现带钢“三点差”过大或“飘带”现象。一些轧钢厂家甚至须要增加40%~60%的冷却水,因此轧钢厂家在使用高速钢轧辊前应考虑冷却水量的问题。



