

想知道45#精密光亮管48*5价格产品有多棒?看视频就够了,它比千言万语都更有说服力!
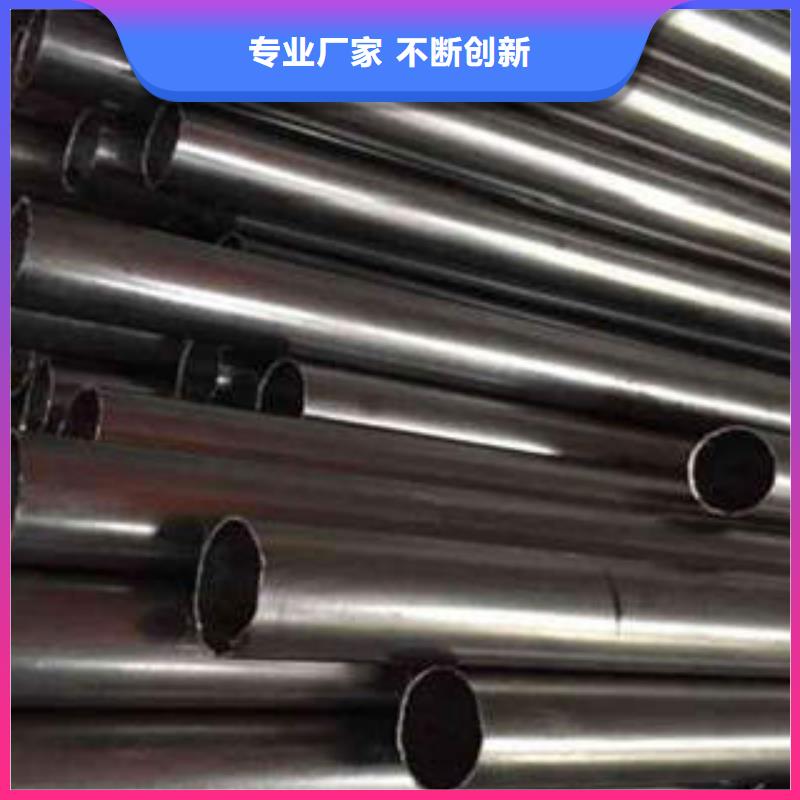
以下是:45#精密光亮管48*5价格的图文介绍
经过多年的不懈努力,通圆钢管制造有限公司拥有了一支技术精湛、服务意识强、具有强烈敬业精神的员工队伍,可以为用户提供从 河北秦皇岛35crmo精密钢管技术咨询、方案设计、生产制造、安装调试到售后服务一条龙的服务;可以根据用户的不同要求,量身设计 河北秦皇岛35crmo精密钢管在各个领域的整体解决方案;

状态性能
钢材的原始状态,即钢管交货状态,可分为(括号内为代号):冷加工/硬(BK)、冷加工/软(BKW)、冷加工后应力退火(BKS)、回火(GBK)、正火(NBK)。常用的状态是退火状态,便于后续加工。
各种状态的钢管的性能和一般的适用如下:
冷加工/硬(BK)的钢管是通过正常或 变形量的成品道次冷加工生产的,不进行热处理,具有 尺寸精度和 的抗拉强度、 的延伸系数。一般用于制造摩托车零件,如减震器滑柱。
冷加工/软(BKW)的钢管是通过较小变形量的成品道次冷加工生产的,不进行热处理,具有 尺寸精度和较高的抗拉强度、一定的延伸系数(10-15%)。一般用于制造汽车零件。
钢材的原始状态,即钢管交货状态,可分为(括号内为代号):冷加工/硬(BK)、冷加工/软(BKW)、冷加工后应力退火(BKS)、回火(GBK)、正火(NBK)。常用的状态是退火状态,便于后续加工。
各种状态的钢管的性能和一般的适用如下:
冷加工/硬(BK)的钢管是通过正常或 变形量的成品道次冷加工生产的,不进行热处理,具有 尺寸精度和 的抗拉强度、 的延伸系数。一般用于制造摩托车零件,如减震器滑柱。
冷加工/软(BKW)的钢管是通过较小变形量的成品道次冷加工生产的,不进行热处理,具有 尺寸精度和较高的抗拉强度、一定的延伸系数(10-15%)。一般用于制造汽车零件。


如果所使用的钢管是普通的钢管,这种钢管内部,金属的分布十分不均匀。这使得钢管,在承受这些加工程序的时候,会变得十分的脆弱。好一些的情况,就是钢管出现了,一些不是规则的形变。坏一点的情况,那就是钢管,很有可能出现断裂的情况。如果当时的操作,给钢管的压力比较大,那么断裂的钢管,很有可能会伤到,进行加工的员工。如果使用的是精密钢管,就不会出现这样的问题。因为这种钢管,在终成型之前,都会进行冷变形强化,这避免了管道,在加工过程中,出现不符合加工意愿的情况。
近几年,钢管市场出现了,一种新的钢管,这就是精密钢管。许多会使用到钢管的行业,都开始选择精密钢管了。因为这种钢管有着,非常卓越的使用性能。这让所有的行业,在使用的过程中,都不会遇到很多麻烦的问题。其次还因为精密钢管,可以适应各种后续的加工。一般的钢管,由于自身并不是那么的稳定,在加工的过程中,很有可能会出现裂缝,或者是不规则变形的情况。一旦管道出现了,这样的一些问题,这会带来很多后续的问题。如果发生变形的部位,只是很小一部分,那么直接将这个部分,进行切除就行了。可要是发生变形的部位,已经是非常大了。
近几年,钢管市场出现了,一种新的钢管,这就是精密钢管。许多会使用到钢管的行业,都开始选择精密钢管了。因为这种钢管有着,非常卓越的使用性能。这让所有的行业,在使用的过程中,都不会遇到很多麻烦的问题。其次还因为精密钢管,可以适应各种后续的加工。一般的钢管,由于自身并不是那么的稳定,在加工的过程中,很有可能会出现裂缝,或者是不规则变形的情况。一旦管道出现了,这样的一些问题,这会带来很多后续的问题。如果发生变形的部位,只是很小一部分,那么直接将这个部分,进行切除就行了。可要是发生变形的部位,已经是非常大了。



真空淬火
真空淬火炉按冷却方法分为油淬和气淬两类,按工位数分为单室式和双室式,904山\畏嘲均属周期式作业炉。真空油淬炉都是双室的,后室置电加热元件,前室的下方置油槽。工件完成加热、保温后移入前室,关闭中门后向前室充入惰性气至大约2.66%26times;lO ~1.01%26times;10 Pa(200~760mm汞柱),入油。油淬易引起工件表面变质。由于表面活性大,在短暂的高温油膜作用下即可发生显著薄层渗碳,此外,碳黑和油在表面的粘附对简化热处理流程很不利。真空淬火技术的发展主要在于研制性能优良、工位单一的气冷淬火炉。前述双室式炉亦可用于气淬(在前室喷气冷却),但双工位式的操作使大批量装炉的生产发生困难,也易在高温移动中引起工件变形或改变工件方位增加淬火变形。单一工位的气冷淬火炉是在加热保温完成后在加热室内喷气冷却。气冷的冷速不如油冷快,也低于传统淬火法中的熔盐等温、分级淬火。因而,不断提高喷冷室压力,增大流量,以及采用摩尔质量比氮和氩小的惰性气体氦和氢,是当今真空淬火技术发展的主流。70年代后期将氮气喷冷的压力从(1~2)%26times;10Pa提高到(5~6)%26times;10Pa,使冷却能力接近于常压下的油冷。80年代中期出现超高压气淬,用(10~20)%26times;10Pa的氦,冷却能力等于或略高于油淬,已进入工业实用。90年代初采用40%26times;10Pa的氢气,接近水淬的冷却能力,尚处于起步阶段。工业发达 已进展到以高压(5~6)%26times;10。Pa气淬为主体,而中国产气淬一些金属的蒸气压(理论值)与温度的关系则尚处于一般加压气淬(2%26times;10Pa)型阶段。
真空淬火炉按冷却方法分为油淬和气淬两类,按工位数分为单室式和双室式,904山\畏嘲均属周期式作业炉。真空油淬炉都是双室的,后室置电加热元件,前室的下方置油槽。工件完成加热、保温后移入前室,关闭中门后向前室充入惰性气至大约2.66%26times;lO ~1.01%26times;10 Pa(200~760mm汞柱),入油。油淬易引起工件表面变质。由于表面活性大,在短暂的高温油膜作用下即可发生显著薄层渗碳,此外,碳黑和油在表面的粘附对简化热处理流程很不利。真空淬火技术的发展主要在于研制性能优良、工位单一的气冷淬火炉。前述双室式炉亦可用于气淬(在前室喷气冷却),但双工位式的操作使大批量装炉的生产发生困难,也易在高温移动中引起工件变形或改变工件方位增加淬火变形。单一工位的气冷淬火炉是在加热保温完成后在加热室内喷气冷却。气冷的冷速不如油冷快,也低于传统淬火法中的熔盐等温、分级淬火。因而,不断提高喷冷室压力,增大流量,以及采用摩尔质量比氮和氩小的惰性气体氦和氢,是当今真空淬火技术发展的主流。70年代后期将氮气喷冷的压力从(1~2)%26times;10Pa提高到(5~6)%26times;10Pa,使冷却能力接近于常压下的油冷。80年代中期出现超高压气淬,用(10~20)%26times;10Pa的氦,冷却能力等于或略高于油淬,已进入工业实用。90年代初采用40%26times;10Pa的氢气,接近水淬的冷却能力,尚处于起步阶段。工业发达 已进展到以高压(5~6)%26times;10。Pa气淬为主体,而中国产气淬一些金属的蒸气压(理论值)与温度的关系则尚处于一般加压气淬(2%26times;10Pa)型阶段。



