
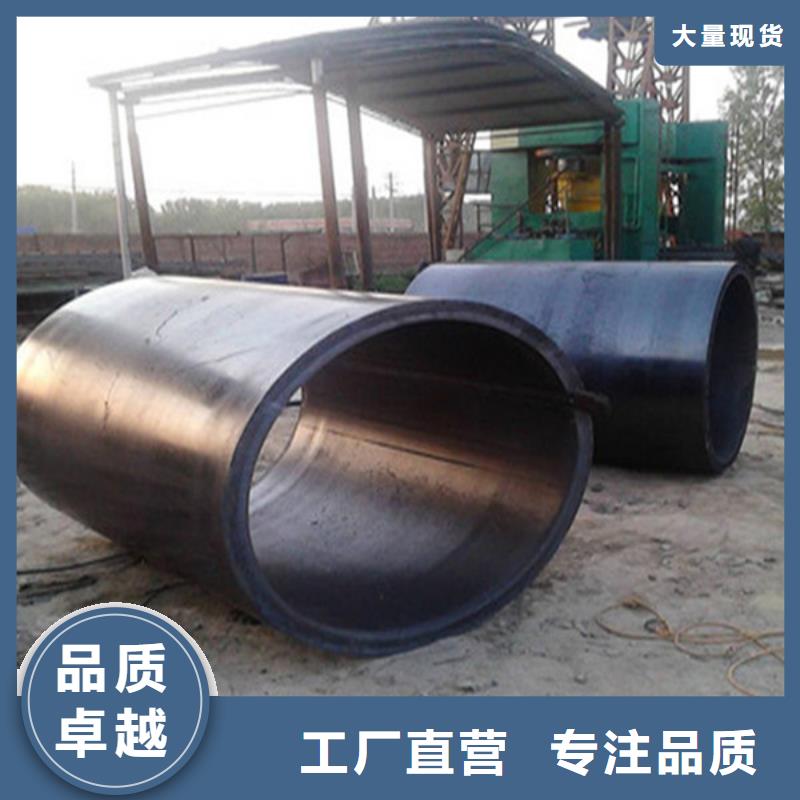


武恒金属制品有限公司专业生产大口径双面埋弧焊直缝钢管。本公司各种检测设备齐全,可生产直径325mm-1420mm,壁厚6mm-100mm单支长度可达到14米的双面埋弧焊直缝钢管,主要材质:普通碳钢:10#、20#、Q235A、Q235B等,低合金钢及低温钢:Q345A、Q345B、Q345CQ、345D,Q345E等,高强度钢及桥梁钢:Q345qC、Q345qD、Q345Qe、Q345GJC、Q345GJD 、Q390B、Q460C、Q550D、Q620B等,天然气石油管线钢及压力容器钢:L245、L290、L360、L415、X42-X80、Q245R、Q345RD、船舶用钢:AH36、DH36、AH32、DH32等。
公司另有高频直缝钢管生产线三条,可生产直径14mm-325mm,壁厚0.5mm-16mm的高频焊管,年产钢管15万吨,生产设备先进,售后服务及时,公司先后通过了ISO 9001:2000质量管理体系认证,OHSAS 18001:2001职业管理体系认证,ISO 14001:2004 环境管理体系认证,取得 (压力管道)特种设备制造许可证。产品被广泛用于电厂、水处理、水力发电、中央空调、石油和中低压可燃性流体的输送管道、石油套管,结构用管,桥梁用管,船舶用管。
本公司坚持“诚为本、誉至上、科技兴厂、质量立业、追求卓越、致力发展、服务顾客、回报社会”的原则,建设以管理为基础,以顾客为中心,以科技为先导,以改进为动力的质量、誉型企业。公司设有完整的质量把关系统和客户服务系统,合格率达,努力达到客户满意。


管节的材料、规格、压力等级、加工质量应符合设计规定;管节表面应无斑痕、裂纹、严重锈蚀等缺陷;一节管不允许有两条纵缝。
2碳钢管道安装前,管节应逐根测量、编号,宜选用管径相差小的管节组对焊接。管道穿越道路时应相应增加钢套管。
3下管前应先检查管节的外防腐层,合格后方可下管。
4管节组成管段下管时,管段的长度、吊距,应根据管径、壁厚、外防腐层材料的种类及下管方法确定。
5弯管起弯点至接口的距离不得小于管径,且不得小于100mm。
6管节焊接采用的焊条应符合下列规定:
焊条的化学成分、机械强度应与へ母材相同且匹配,兼顾工作条件和工艺性; 焊 条质量应符合现行 标准《碳钢焊条》、《低合金焊条》的规定;焊条应干燥;根据《现场设备、工业管道焊接工程施工及验收规范》(GB50236-98)
7管节焊接前应先修口、清根,管端端面的坡口角度、钝边、间隙,应符合下表规定;不得在对口间隙夹焊帮条或用加热法缩小间隙施焊。
8对口时应使内壁齐平,应当采用长300mm的直尺在接口内壁周围顺序贴靠,错口的允许偏差应为0.2倍壁厚,且不得大于2mm。
9对口时焊缝的位置应符合下列规定:
直管段上两对接焊口中心面间的距离,当公称直径大于或等于150mm时,不应小于150mm,当公称直径小于150mm时, 不应小于管子外径。
管子对口时应在距接口中心200mm处测量平直度,当管子公称直径小于100mm时,允许偏差为1mm,当管子公称直径大于或等于100mm时,允许偏差为2mm。但全长允许偏差为10mm。
10管道上开孔应符合下列规定:
不得在干管的纵向、环向焊缝处开孔;管道上任何位置不得开方孔;不得在管节上或管件上开孔;直线管段不宜采用长度小于800mm的短节拼接。
11在恶劣环境下焊接应符合下列规定:
当工作环境的风力大于5级、雪天或相对湿度大于90%时,应采取保护措施施焊;焊接时,应使焊缝可自由伸缩,并应使焊口缓慢降温。



又分为圆形焊管和异型(方、扁等)焊管。其他分类不同而分为:GB/T3091-1993(低压流体输送用镀锌焊管)。主要用于输送水、煤气、空气、油和取暖热水或蒸汽等一般较低压力流体和其他用途管。其代表材质Q235钢。GB/T3092-1993(低压流体输送用镀锌焊管)。主要用于输送水、煤气、空气、油和取暖热水或蒸汽等一般较低压力流体和其它用途管。其代表材质为:Q235钢。
GB/T14291-1992(矿用流体输送焊管)。主要用于矿山压风、排水、轴放用直缝焊管。其代表材质Q235、B钢。GB/T14980-1994(低压流体输送用大直径电焊钢管)。主要用于输送水、污水、煤气、空气、采暖蒸汽等低压流体和其它用途。其代表材质Q235钢。GB/T12770-1991(机械结构用不锈钢焊管)。主要用于机械、汽车、自行车、家具、宾馆和饭店装饰及其他机械部件与结构件。其代表材质0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb等。

武恒金属制品有限公司以高科技为先导、以吸收国外技术为基础,以改进创新为发展动力,以加工制造为根本,并依托科研院校,加大 江西上饶方矩管科研成果转化力度,结合严谨、求实、富有钻研精神的人才队伍,开发并推出多项具有竞争力的 江西上饶方矩管产品,逐渐取得行业技术优先。


