

想要探索27SIMN特厚壁钢管多重优惠的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:27SIMN特厚壁钢管多重优惠的图文介绍
新弘扬特钢有限公司经销品种有:【吉林GCR15圆钢】等。我司自设大型仓库,常年备有大量现货供应,品种繁多,规格尽齐,保障产品质量、提供良好的【吉林GCR15圆钢】资源供客户选择。 我公司始终坚持以良好的产品,良好地服务的经营理念,为广大用户服务,并已建立了稳定的国内市场销售网络。从而使公司的产品销售在市场上的份额不断攀升,深受广大用户的一致好评。


焊管因其材质和用途不同而分为如下若干品种: GB/T3091-2008(低压流体输送用焊接钢管):主要用于输送水、煤气、空气、油和取暖热水或蒸汽等一般较低压力流体和其它用途管。其代表材质为:Q235A级钢。 GB/T14291-2006(矿用流体输送焊接钢管):主要用于矿山压风、排水、轴放瓦斯用直缝焊接钢管。其代表材质Q235A、B级钢。 GB/T12770-2002(机械结构用不锈钢焊接钢管):主要用于机械、汽车、自行车、家具、宾馆和饭店装饰及其他机械部件与结构件。其代表材质0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb等。 GB/T12771-1991(流体输送用不锈钢焊接钢管):主要用于输送低压腐蚀性介质。代表材质为0Cr13、0Cr19Ni9、00Cr19Ni11、00Cr17、0Cr18Ni11Nb、0017Cr17Ni14Mo2等。 另有,装饰用焊接不锈钢管(GB/T 18705-2002),建筑装饰用不锈钢焊接管材(JG/T 3030-1995),以及换热器用焊接钢管(YB4103-2000)。



4、承压流体输送用螺旋缝高频焊钢管(SY5038-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;经过各种严格和科学检验和测试,使用可靠,钢管口径大,输送效率高,并可节省铺设管线的投资。主要用于铺设输送石油、天然气等的管线。 5、一般低压流体输送用螺旋缝埋弧焊钢管(SY/T5037-2000)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。 6、一般低压流体输送用螺旋缝高频焊钢管(SY5039-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接用于一般低压流体输送用螺旋缝高频焊钢管。 7、桩用螺旋焊缝钢管(SY5040-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面埋弧焊接或高频焊接制成的,用于土木建筑结构、码头、桥梁等基础桩。 [2]



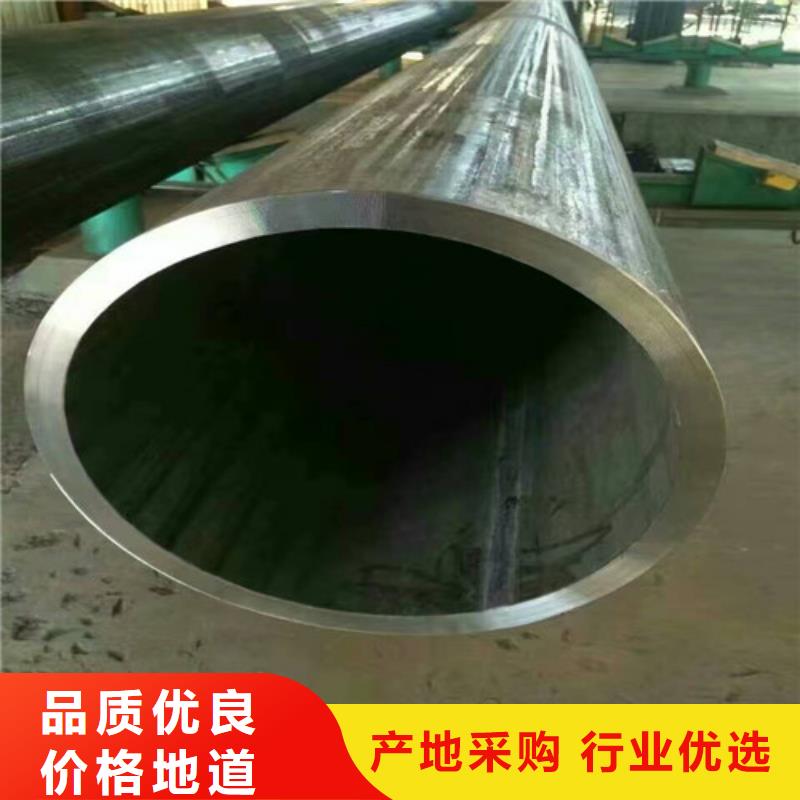
结构管是一般结构用钢管,简称结构管。 本标准代替GB/T8162-2008《结构用无缝钢管》。本标准与GB/T8162-2008相比,主要变化如下: 结构管,此标准适用于一般结构、机械结构用无缝钢管,流体无缝钢管标准适用于输送流体的一般无缝钢管。它与结构无缝钢管的主要区别是流体无缝钢管逐根进行液压试验或进行超声波、涡流、漏磁探伤。因此,在压力管道钢管的标准选用上,不宜采用流体无缝钢管。无缝钢管表示方法为外径,壁厚,厚壁无缝钢管主要用于机械加工,煤矿,液压钢,等多种用途。厚壁无缝钢管的材质分为10#、20#、35#、45# 16Mn、27SiMn、12Cr1MoV、10CrMo910、15CrMo、35CrMo等。 厚壁无缝钢管分类——热轧厚壁无缝钢管、冷轧厚壁无缝钢管、冷拔厚壁无缝钢管、挤压厚壁无缝钢管、顶管。 结构用不锈钢无缝钢管(GB/T14975-1994)是广泛用于化工、石油、轻纺、医疗、食品、机械等工业的耐腐蚀管道和结构件及零件的不锈钢制成的热轧(挤、扩)和冷拔(轧)无缝钢管。


虽然说每一个试验机厂家对包头流体钢管拉伸都很熟悉,但是真正完全能够把标准以及标准后面的理由吃透的厂家并不多,当前每一个试验机厂家在指导用户完成包头流体管拉伸试验的时候一般是从他们自己设备的能力出发,以简单的方式来完成试验,比如全部以横梁位移的速度来完成整个试验过程。包头流体管拉伸试验还是有很多细节问题非常值得我们重视。 首先是拉伸速度的问题。在弹性变形阶段,包头流体管的变形量很小而拉伸载荷迅速增大。这时候如果以横梁位移控制来做拉伸试验,那么速度太快会导致整个弹性段很快就被冲过去。以弹性模量为200Gpa的普通包头流体管为例,如果标距为50mm的材料,在弹性段内如以10mm/min的速度进行拉伸试验,那么实际的应力速率为 200000N/mm2S-1×10mm/min×1min/60S×1/50mm=666N/mm2S-1 一般的包头流体管屈服强度就小于600Mpa,所以只需要1秒钟就把试样拉到了屈服,这个速度显然太快。所以在弹性段,一般都选择采用应力速率控制或者负荷控制。塑性较好的材料试样过了弹性段以后,载荷增加不大,而变形增加很快,所以为了防止拉伸速度过快,一般采用应变控制或者横梁位移控制。所以在GB228-2002里面建议了,“在弹性范围和直至上屈服强度,试验机夹头的分离速率应尽可能保持恒定并在规定的应力速率的范围内(材料弹性模量E/(N/mm2)<150000,应力速率控制范围为2—20(N/mm2)·s-1、包头流体管弹性模量E/(N/mm2)≥150000,应力速率控制范围为6—60(N/mm2)·s-1=。若仅测定下屈服强度,在试样平行长度的屈服期间应变速率应在0.00025/s~0.0025/s之间。平行长度内的应变速率应尽可能保持恒定。



