



不锈钢复合管护栏图纸产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:不锈钢复合管护栏图纸的图文介绍
鑫桥通金属制品有限公司发展的动力,而信誉的基础就是要脚踏实地的去实现。为不断满足且超越客户想法的需求 青海果洛不锈钢复合管护栏,公司和员工要不断对自己挑战,永不自满。公司把至善至美、精益求精作为自己的追求目标,这也是公司告别过去、迈向未来的标准,将使公司永远奋进。


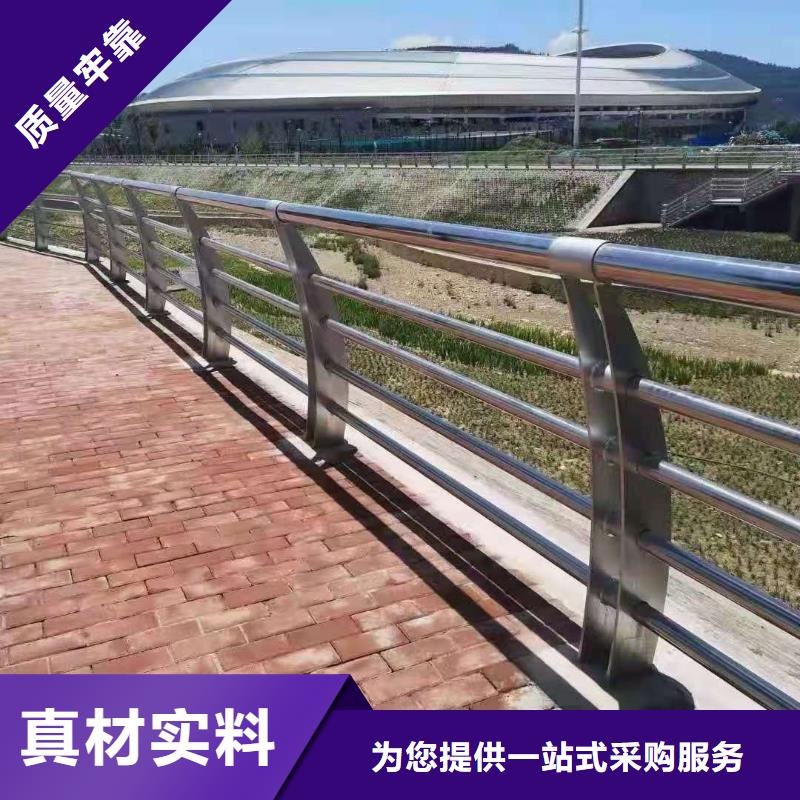
不锈钢复合管如现代长大桥梁的美学特征是精练明快、纤细轻盈、接连流通,栏杆外型也应相对精练明快,并能添加接连流通的韵律感,防止混乱、怪形或歪曲而分散高速行驶中驾驶员的留意力,构成不平安要素。,日本冲绳濑底大桥,其栏杆、望柱、灯柱均选用了铝合金材料,精练亮光,与桥型相调和,接连流通,势道感非常强。
相反,城市人行桥或旅游区底桥梁是大家常常驻足观赏的当地,则应精心规划添加情味感,别的,桥梁栏杆如斜拉桥的斜拉索与直立主塔构成伞状轮廓, 栏杆通常选用加通栏杆扶手的精练外形为好,显得轻盈平稳,可添加斜拉桥的平衡感;梁桥则以程度、爽直为基调, 栏杆外型恰当多元化,以改动曩昔单调的现象。
不锈钢复合管,不锈钢护栏,防撞护栏,桥梁护栏,不锈钢复合管护栏,防撞护栏厂家 ,桥梁防撞护栏,河道景观护栏,不锈钢复合管栏杆,桥梁护栏立柱



不锈钢复合管广泛应用于市政工程、交通、社区、港口、机场、仓储区域的维护,此类产品日趋发展成熟,成为建材行业的重要分支,行业规模不断扩大,样式不断增多。护栏常用钢材所制,如:圆钢管,方钢管或压型钢板,铁丝。表面处理工艺:全自动静电粉末喷涂(即喷塑)或喷漆。室外用防撞护栏的表面处理所用原料为防水性的材料。制成防撞护栏外形美观,且不易生锈。
由图5可见,在内衬不锈钢复合钢管的端部外表面挤压出沟槽,沟槽式管接头的两端边压在沟槽之中,沟槽式管接头由两瓣的沟槽式管接头组成,两瓣的沟槽式管接头之间由螺拴和螺母连接。当螺拴和螺母拧紧时,两瓣沟槽式管接头紧紧地扣在一起,压紧沟槽式管接头内的硅橡胶密封圈,硅橡胶密封圈把二截管子的端头紧紧地抱在一起,流体在管内和密封圈内流动,确保了流体流动的密封性



内衬不锈钢复合管钢管之间可以采用焊接。焊接工艺可参照GB/T13148-1991“不锈钢复合钢板焊接技术条件”。也可参照JB/T4790-2000“钢制压力容器焊接规程”附录A。“不锈钢复合钢焊接规程”。
.2 坡口形式可采用GB/T13148图1的对接6号,也可见本文图1。
3 焊前应采用机械方法及有机溶剂,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。
4 焊条采用GB/T983 “不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2. 3.5 焊接方法
采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。
焊接设备
焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。
焊接程序
先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。
.2 坡口形式可采用GB/T13148图1的对接6号,也可见本文图1。
3 焊前应采用机械方法及有机溶剂,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。
4 焊条采用GB/T983 “不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2. 3.5 焊接方法
采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。
焊接设备
焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。
焊接程序
先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。



不锈钢复合管午后期货跳水,现货市场报价随之下跌。成交方面,早盘期货拉涨,下游拿货意愿偏强,整体成交尚可。心态方面,目前市场部分资源规格紧缺,商家整体出货压力较小。后期资源到货量或将小幅减少。中旬以来,防撞护栏期货整体呈现震荡下跌走势,这与其自身的基本面情况背离。数据显示,防撞护栏市场累计供应、需求同比增幅均超10%,且近期的社会库存与去年同期相比也处于偏低水平。三季度外部市场不确定性加剧,贸易摩擦时有影响,国内大中型钢企利润率持续回落。防撞护栏产品价格总体呈下行趋势,三季度国内防撞护栏价格指数和国际防撞护栏价格指数环比分别下跌3.3%、4.9%;矿石价格持续上涨。
