
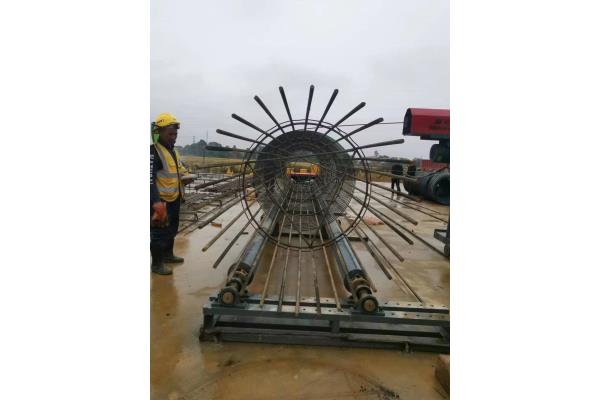





自动钢筋笼绕筋机专业高铁机械编辑摘要钢筋笼滚焊机是一种数控加工钢筋笼的设备钢筋笼滚焊机运行中工作原理依照施工要求,钢筋笼的主筋通过人工穿过固定旋转盘相应模板园孔至移动旋转盘的相应孔中开展固定,把盘筋(绕筋)端头先焊接在一根主筋上,之后通过固定旋转盘及移动旋转盘转动把绕筋缠绕在主筋上(移动盘是一边旋转一边后移),同时实施焊接,



以上讨论的是钢筋笼主筋焊接制作工艺,为了工效,节省成本,我们要积极采用新材料、新工艺、新。
钢筋笼主筋连接建议采用新:套筒螺纹连接法。施工方面经实践检验采用套筒连接法比,但使用之前应进行经济效益详细分析、核算。
成本方面:主筋焊接法主要采用双面焊10D,钢筋浪费较大,采用套筒连接法,主要节约在钢筋接头和焊接人工上。好进行详细的成本测算(计算人工、机械、电费、工效、材料等综合费用)。如果熟练,制作中控制的好,套筒连接还是有优势的。根据温绕七标和宁波绕城十一标的测算,采用套筒成本还是节省的。根据台晋4标,还是对焊比较划算。
切丝头和加工长度、钢筋端头要切平,这些是制作工艺要点。采用套筒时要切平钢筋头有点费工,对中要先对好,接口的主筋要标号,便于套筒连接,可在主筋标上号,防止一头少一头多。制作的时候先对好(要求场地足够大),主筋用套筒连接法在钢筋笼下放比焊接工艺要大大缩短时间。


建贸机械 有限公司位于老城镇,公司注册资金500万元,主营 黑龙江大兴安岭钢筋冷挤压机。公司致力于为客户提供高质量低成本的 黑龙江大兴安岭钢筋冷挤压机产品为目标。公司秉承诚信经营,以质量求信誉、以信誉求发展的原则来满足客户的各种需求,也竭诚欢迎广大新老客户来电、来人洽谈业务和指导工作!



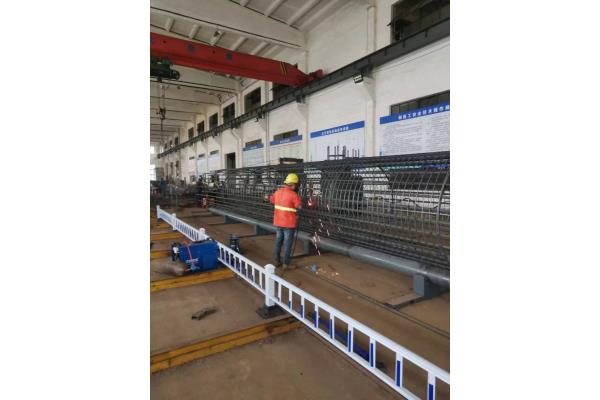
数控钢筋笼滚焊机与传统的钢筋笼成型方式相比,具有如下优势或特点:
1、设备自动化程度高,加工成型速度快。与普通人工成型方式相比,是传统人工制作的3~4倍。
2、加工质量稳定可靠:由于采用的是机械化作业,主筋、缠绕筋的间距均匀,精度高;由于采用机械旋转的方式,盘筋与主筋缠绕紧密;先成型后加内箍筋,钢筋笼直径一致,可确保钢筋笼同心度。产品质量完全达到规范要求。监理对机械化加工的钢筋笼基本实行了“免检”
3、加工成本大大降低,完成同样任务量时,机械制作可节省人力3/4。
4、工人疲劳强度大大降低,由于机械化作业,工人起辅助作用,施工形象大大得到
5、箍筋不需搭接,较之手工作业节省材料1%,降低了施工成本,由于主筋在其圆周上分布均匀,多个钢筋笼搭接时很方便,节省了吊装时间


钢筋笼制作允许误差和检验方法
背景技术:
随着我国高速公路建设事业的快速发展,不少先期建成路段由于设计标准较低、运输通行量增长等原因,已经无法适应目前运营的需求,面临着改建、扩建、路面等级等问题,未来一段时期之内高速公路改扩建将是一个新的热潮。钻孔灌注桩作为结构物基础被广泛采用,但按照规范要求钢筋笼的中心偏位和保护层均有严格要求,尤其是桩接柱结构型式,由于钢筋笼偏位导致桩基返工的偶有发生,损失很大,因此有必要进行改进。
技术实现要素:
本实用新型的目的是针对现有技术中存在的上述问题,提供了一种安装简捷,操作简单,并能准确安装钢筋笼的钻孔灌注桩钢筋笼对中装置。



