




聚贤丰汇金属材料有限公司科研力量雄厚,拥有一支经验丰富、富有创新能力的 安徽宿州锻造圆钢技术研发团队,以多年自主知识产权的工业自动化控制技术为基础,为客户提供优质的 安徽宿州锻造圆钢产品和解决方案,并形成安装、调试、运行维护、技术升级、远程数据分析等一系列配套服务。


20g锅炉钢板切割后期导致变形是什么原因
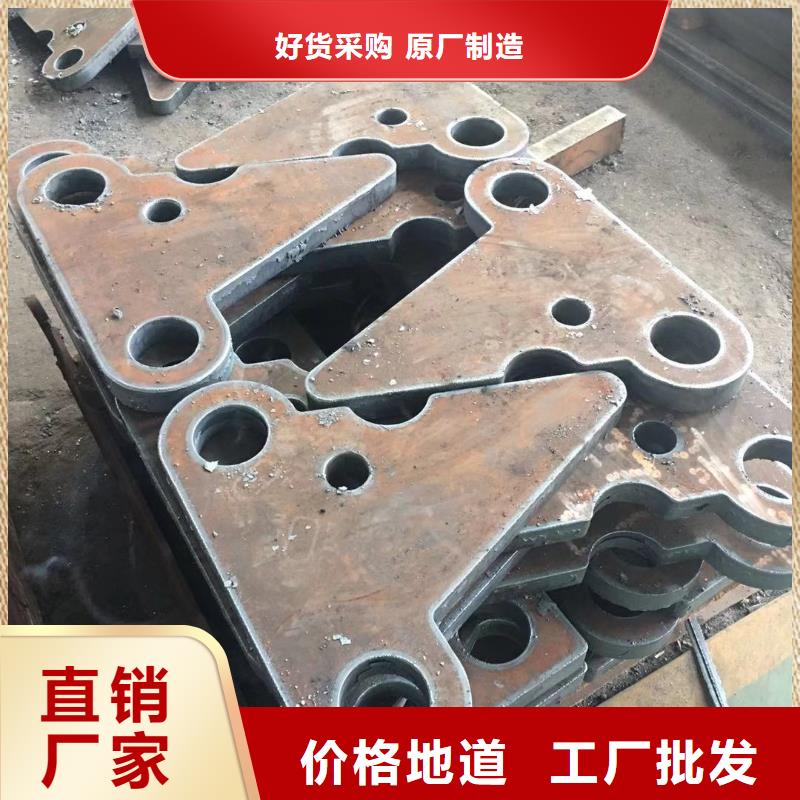
在厚钢板切割中,温度是从上表面向下递减的,切割开始时,氧气压力逐渐增加, 在钢板厚度方向达到一致,这就造成在切割起始位置钢板厚度方向燃烧不一致,工件切割起始端产生缺陷,为避免缺陷的产生可采用以下方法:
1,采用圆弧进刀增加引入线长度,避免直接切入点,此方法使用效果较好,生产中得到较为广泛的使用,其缺点是浪费材料。
2,采用引燃棒,该方法就是在切入点处紧贴钢板厚度增加一块钢板,贴紧处不应有缝隙,割刀应从引燃棒上切聚贤钢板切割入,引燃棒将引导割矩火焰至钢板底部,使钢板上下燃烧速度达到一致,得到好的切割段面,引燃棒可采用切割下来的边角料代替,此种方法减少了工件与板边的距离,减少了边角余料的产生,有效地提高了板材利用率,引燃棒在切割特厚钢板中较为实用。
堆焊复合钢板由于硬度高,双层特性,因此机加工需要注意以下事项:。
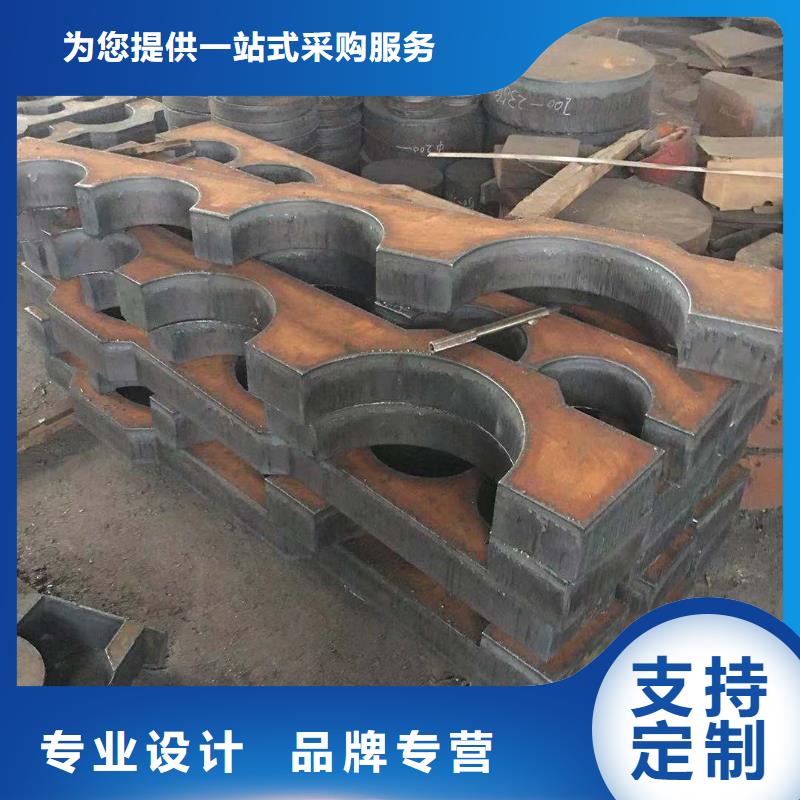
切割:可用等离子切割,水刀,电火花,碳弧,砂轮锯将大面积复层钢板切割成所需要的形状,方法是用空气或者惰性气体等离子弧进行天津钢板零割切割,方法是从合金背面开始切割,碳弧切割应从基板一面开始切割,如果采用锯片,只能进行直线切割,需要采用碳化硅锯片。
20g锅炉钢板切割后期导致变形是什么原因
弯曲:堆焊复合钢板可以进行冷加工成型,根据需要弯曲成所需要的形状,或弧或圆,凹面成型,合金裂纹由于向内应力将紧闭,凸向成型,裂纹将变大开裂,这是正常现场,如果开裂过大,使用相应焊条进行修补,卷曲成管,按小弯曲半径进行。
开孔:大孔可以采用等离子切割,小孔使用水刀,电火花等,无锡钢板加工装配螺栓用的沉头孔可以采用特殊工艺进行加工。
焊接:大面积复合钢板的母材是可焊接性能很好的钢板,需要两块钢板拼接时,可先将背面母材焊接在一起,然后用相应的堆焊焊条将正面堆焊层填平补齐,堆焊复合钢板也可以焊接到其他钢结构上。
塞焊:可用等离子或者碳弧气刨在堆焊复合钢板上开孔,通过塞焊的方法与其他钢结构件连接。
螺栓固定:可以焊接方法将螺栓焊接到钢板的母材上,然后与其他工件连接,也可以在堆焊复合钢板上开孔,通过螺栓与其他工件连接。
20g锅炉钢板切割后期导致变形是什么原因
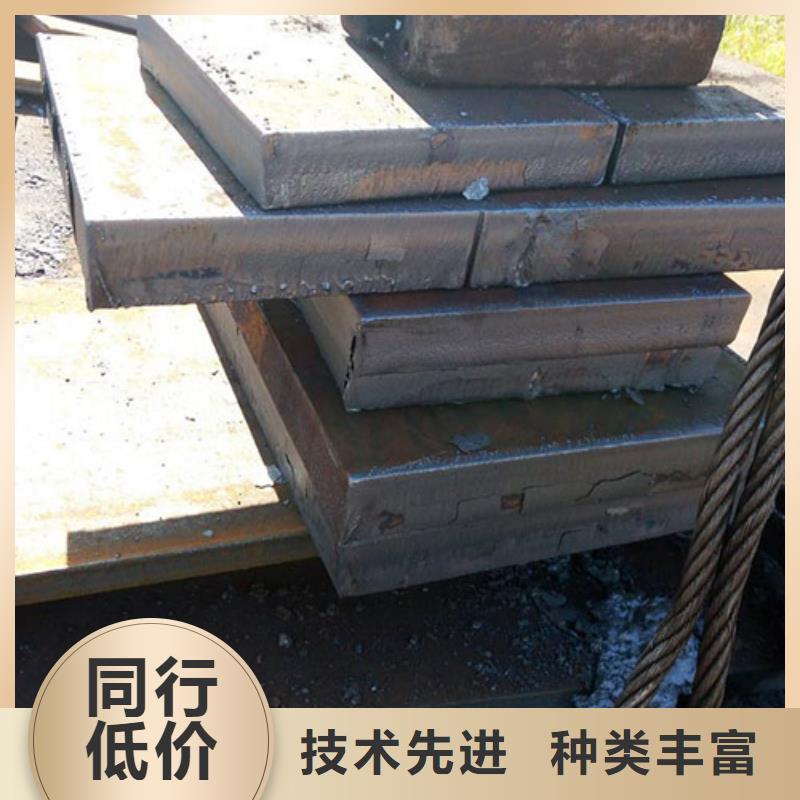
钢板在后期加工时,会因为翘曲导致切割后变形,造成工件报废,影响用户正常使用,同时造成企业经济损失,分析认为钢板经热轧后内部及上下表面存在残余应力,如果残余应力沿钢板宽度和长度方向呈不均匀分布,将会对钢板截面产生一个力矩,使钢板在分切后发生翘曲,控制措施是:。
层流冷却造成的内应力不均衡问题主要是由3种不均匀冷却导致:(1)横向冷却严重不均匀,(2)厚度方向冷却不对称,(3)横向和厚度方向冷却不均匀混合。
控制冷却的横向均匀性和厚度方向的对称性,是控制中厚板平直度,降低内应力的条件,横向冷却侧喷方案是通过改进下集管横向角度和驻水点等措施达到层流冷却温度控制均匀性。
矫直能改善钢板残余应力分布,当钢板在横断面上有应力分布不均时,可以需要采取弯辊措施以增加局部变形的方法来补偿纵向纤维的长短不齐,达到波浪弯,均匀化钢板内应力的目的,调节矫直机横向的凸度值调节也是改善钢板残余应力分布的重要措施。



对于从事钢板加工的人来说,钢板焊接、切割这些都是基础操作,但是想要把简单基础的操作做好做精也是需要技巧的。下面小编收集了一些中厚板切割的技巧,希望能帮助你更快更好的完成工作。
聚贤丰汇特钢有限公司拥有大型数控火焰切割机、数控等离子切割机、大型剪板机、500吨大型液压冲床、机械冲床、数控立车、镗床、铣床、加工中心等机械加工设备,专业承接特厚钢板切割、钢板零割、钢板数控切割、钢板下料、异形件切割、仿形件切割、剪切、冲孔、折弯、机加工、物流配送等延伸服务。提供正火保性能钢板,一级、二级、三级探伤钢板期货,保性能钢板,一级、二级探伤钢板现货销售。
我公司承接机械配套机加工,主营Q235B、Q345B、45#、50#、Q345D、Q345E、Q690D、Q550D、Q460C、40cr、42crmo钢等材质的切割与加工。可按客户图纸要求进行切割异型件、切割法兰圆盘毛坯件、仿形件。外协加工各类机械零部件、模具钢、轴承座、齿 、钢结构及焊接预埋件、起重及升降钢板配重块。钢板切割件产品主要应用于重型机械设备,如造船、纺织、采矿机械、机床、锻压、发电设备、冶金机械制造等领域。 的优势在于特厚钢板的切割及深加工业务中能大量替代锻、铸件。需要我们做什么,这些问题一直困扰着我们。但是经过几年的实践,发现做好客户关系其实很容易,那就是真诚!
为了保证切割零件的完整性,切割的起点不能在零件的轮廓线上。零件的外轮廓应在零件轮廓外切掉。对于零件的内部轮廓,应在零件的轮廓内进行切割。对于厚度大于60 mm的钢板,预留中心火焰切割的预热时间大于120秒。直接穿孔钢板会缩短割嘴的使用寿命,另外,穿孔的炉渣容易溅到割嘴上,严重情况下甚至会影响产品的切割质量。因此,在排版可行的情况下,应尽量从钢板的边缘切割,这样能够很大程度上避免上述问题。这个工作对于操作人员的技能要求也比较低。
但是这种方法又容易造成另一种缺陷,即易导致钢板受热变形。对此,我们通过反复试验发现可以通过曲折引入线切割的方式来避免钢板受热变形的问题。这种切割方法是通过弯曲切入,使钢板的剩余材料在彼此之间产生一个夹钳,从而限制钢板的变。将曲折线切割法应用于中厚板的火焰切割,能够很好的提高中厚板切割的品质。
备料在切割和排版时,储备中心更加关注切割本身的效果。主要考虑切割的可行性、提高材料利用率和切割效率。但从整个产品加工生命周期的角度来看,切割只是其中的一个环节。一个的切割过程中,我们必须考虑下一个过程的因素,统筹全局,整体考虑。因此,对于需要在清理熔渣完成后进行加工或弯曲的零件,排版时应考虑切割过程本身,清理后的零件的正面应放在方便机加或折弯操作的一侧。另一方面,由于切割变形不能完全避免,排版中首先要处理非加工边。
影响和提高中厚板切割质量和效率的途径和方法有很多种。上述两种方法已在生产中得到应用,并取得了良好的效果。希望这两种方法能起到抛砖引玉的作用,能够帮助你在进行中厚板切割工作时更好的提率与成品。


