
想要探索不锈钢无缝管_不锈钢焊管安装简单的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
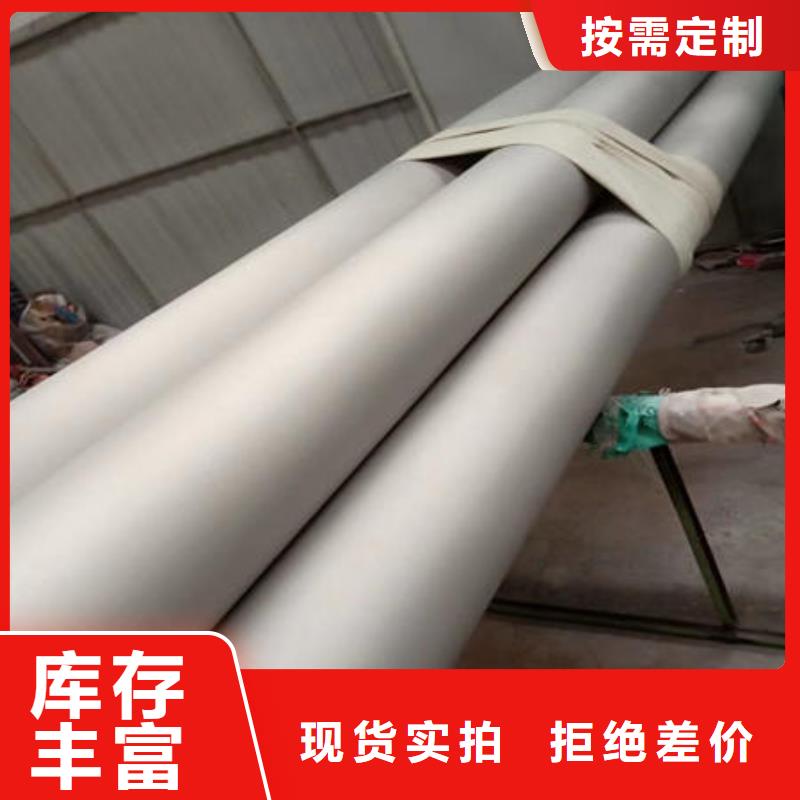
以下是:不锈钢无缝管_不锈钢焊管安装简单的图文介绍
江西新余不锈钢焊管质量:
两年内质量三包!
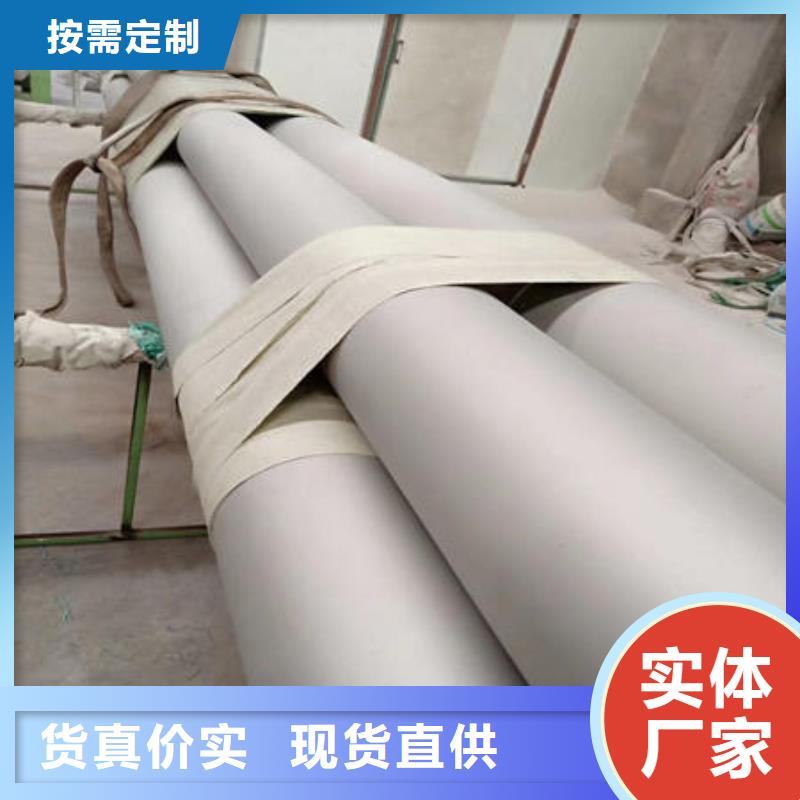
万宇金属材料有限公司竭诚为您服务, 江西新余不锈钢焊管型号齐全,
售后服务:也可非标定做,欢迎致电!
每位新老用户企业的发展壮大始终是我们的理念,忠诚合作愉快。
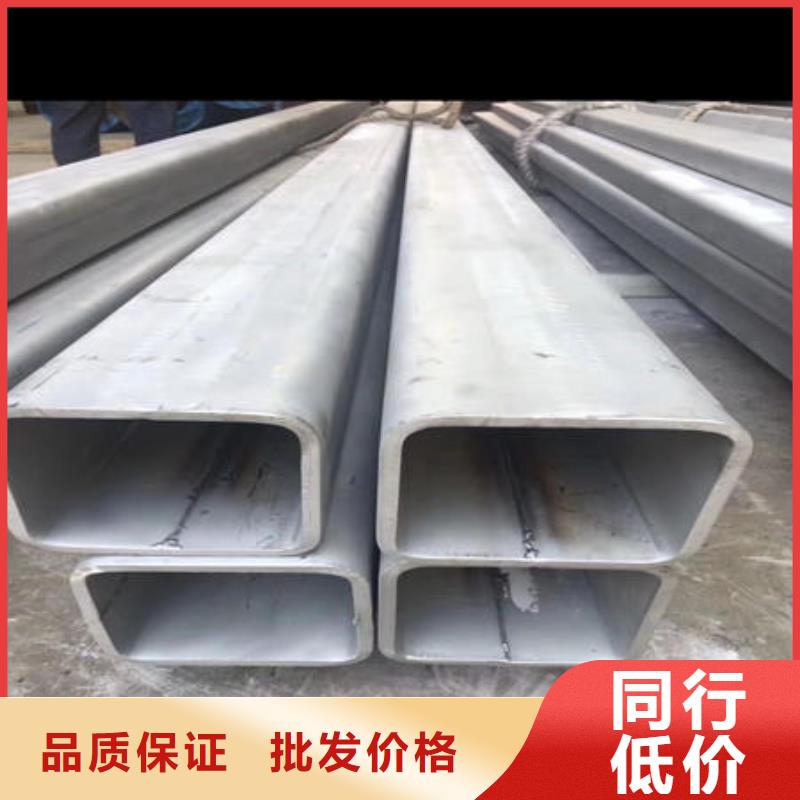
质量是关键,欢迎实地考察、试用、订货。
我们的承诺:同等 江西新余不锈钢焊管质量,价格低,真诚的希望新老客户来公司光临指导,愉快合作!
我们真诚欢迎广大客户与我们联系,建立长期友好的合作关系,共谋。


热轧无缝管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。 经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产热轧无缝钢管是较先进的方法。
若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行;挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。
若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行;挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。



规格及外观质量:按GB14975-2002《不锈钢无缝钢管》规定,钢管通常长度(不定尺)热轧钢管1.5~10m,热挤压钢管等于和大于1m。冷拔(轧)钢管壁厚0.5~1.0mm者,1.0~7m;壁厚大于1.0mm者,1.5~8m。热轧(热挤压)钢管的直径54~480mm共45种;壁厚4.5~45mm共36种。冷拔(轧)钢管的直径6~200mm共65种;壁厚0.5~21mm共39种。钢管内外表面不得有裂缝、折叠、龟裂、裂纹、轧折、离层和结疤缺陷存在,这些缺陷应完全掉(供机械加工用管除外),后不得使壁厚和外径超过负偏差。凡不超过允许负偏差的其他轻表面缺陷可不。直道允许深度。热轧、热挤压钢管、直径小于和等于140mm的不大于公称壁厚的5%, 深度不大于0.5mm;冷拔(轧)钢管不大于公称壁厚的4%, 深度不大于0.3mm。钢管两端应切成直角,并毛刺。



俗话说“货比三家”,大家在购买管材的时候会经过很多的对比,对比价格、质量、抗压性、防腐性。经过对比大家就会发现,虽然无缝钢管的价格比普通的钢管虽高,可是他的质量却比普通的钢管要好许多。因为无缝钢管采用的是热轧冷拔的生产工艺,这样一来无缝钢管无论是在韧性、抗压程度、抗扭曲强度都是罗胜一筹。而且无缝钢管还要经过酸洗、钝化表面处理,让钢管表面形成一层保护膜, 然后酸洗过后再用电解方法进行一次补充让无缝钢管得到更进一步的保护。所以无缝钢管更能承受的住腐蚀性和抗氧化性。还有我们无缝钢管是将熔融状态的钢水通过环形狭缝积压出来后再经拉伸处理工艺成型,在这种工艺下就无缝钢管就没有缝隙,更能承受更大的压力。这样算下来,我们的无缝钢管价格虽高,可胜在质量更强,更精。更是因为使用的年限更久,大大减低了更换频率,从而节约了大量的人力。所以这样看来,使用无缝钢管更能为大家节省成本。


20无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。20无缝钢管在我国钢管业中具有重要的地位。据不完全统计,我国现有20号无缝钢管生产企业约240多家,无缝钢管机组约250多套,年产能力约450多万吨。从口径看,<φ76的,占35%,<φ159-650的,占25%。从品种看,一般用途管190万吨,占54%;石油管76万吨,占5.7%;液压支柱、精密管15万吨,占4.3%;不锈管、轴承管、汽车管共5万吨,占1.4%。轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。



