



激光切割铁板加工样品制作产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:激光切割铁板加工样品制作的图文介绍
中工金属材料有限公司集 四川乐山钣金加工设计、生产、销售于一体的公司,不断的采用新的科技成果,并以完善的管理、先进的生产设备保证了 四川乐山钣金加工产品的优良品质,多年来为全国各地的用户提供了大量高质量产品,建立了长期的合作关系。公司的宗旨是“良好的诚信是市场的需求和期望的结果”本公司凝聚了一批专业生产的技术人员,不断的开发新的 四川乐山钣金加工产品来适应市场与客户的需求,“以质量求生存、以创新求发展、以诚信赢市场”是我们永远的方针,市场的需求就是本公司永远奋斗的目标。欢迎各界朋友来我公司参观,洽谈业务。


一起,受钢厂产量攀升、库存上升等等利空要素影响,下游终端收购慎重,需要冷漠,整体看空心情十分稠密,张望心情显着,市场出售遇阻,不锈钢板价格大幅下挫。整体看来,在供需失衡的背景下,方针利空致使市场失望心情延伸,加之市场利空氛围稠密,现货报价不断下行。 现阶段,钢材市场疲态尽显,原材料报价再次大幅回落,供给压力继续增强,下游需要不断,市场各方看空激烈。不锈钢板在上星期接连两次的破位下行,再创历史新低,严峻贸易商决心,在整体经济体现疲弱,经济压力加大的情况下,市场需要低迷的局势短期难以改动。 一起,资金状况难言达观,钢厂报价面对进一步回落,市场失望加剧。不过,周五大幅走高,减轻有些市场颓势,促进有些区域钢价止跌暂稳,然而就市场而言,笔者认为短期内,不锈钢板价格跌落态势或将继续。总的来说,当前钢材市场利空要素不断,报价下行压力较大,难有达观改进,不锈钢板价格整体仍将保持继续回落的态势。 今天不锈钢板价格向下松动,首要是由于市场商家连续到货,库存增加,出货压力较大。当时市场上成交多以低价资本为主,节日空气渐浓。一方面,虽然这次假日较长,但囤货较为理性,底子没有大规模采货自愿;另一方面,9月份钢厂修理十分有限,市场供应量仍然较为满足,对于节后行情,大都商家心态慎重。



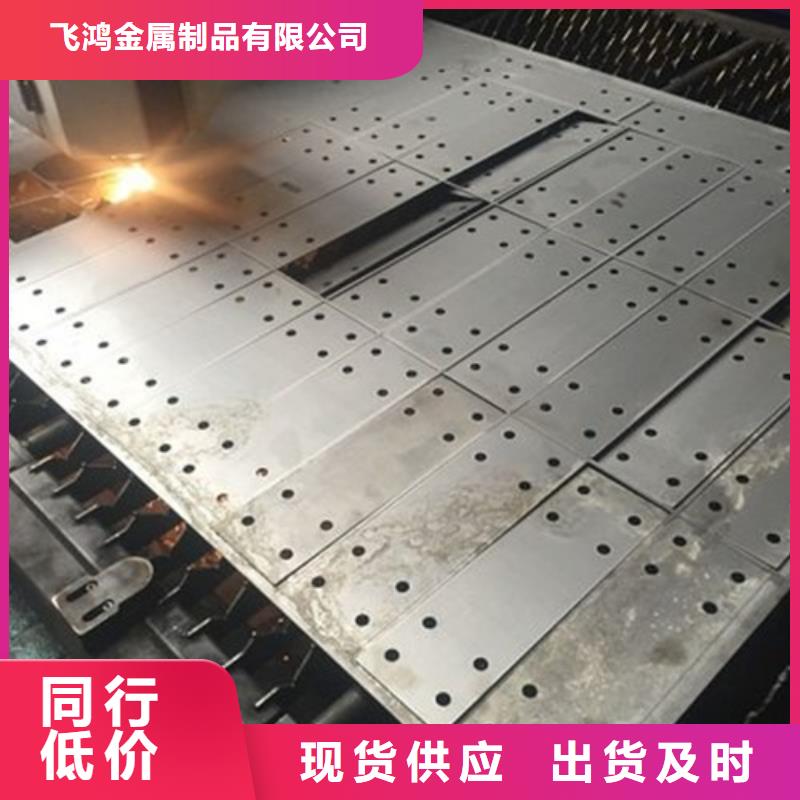
激光的高能量密度足以熔化任何金属,特别适合于加工一些高硬度、高脆性、高熔点的其他工艺手段难以加工的材料。激光加工的能量密度很大,作用时间短,热影响区小,热变形小,热应力小,加上激光为非机械接触加工,对工件没有机械应力作用,适合于精密加工。激光加工系统本身是一套计算机系统,可以方便的编排、修改,适合个性化加工,特别是对一些轮廓形状复杂的钣金件,批次较多批量不大,产品生命周期不长,从技术,经济成本和时间角度来衡量,制造模具不划算,激光切割尤具优势。 巧妇难为无米之炊,好的工具和材料是我们加工出一件好作品的基础。我们在选择设备时,首先大的类型要选对,其次要看设备的生产厂商。生产厂商很重要,因为高科技的产物,各个部件要求都比较准确,而大的厂商拥有先进的仪器和设备以及严格的管理。超后,再根据自身条件选择型号相符发的设备,这样才能充分发挥出激光切割机的优势。切不可贪图便宜而选择一些小厂产品,而造成后期的各种问题。



虽然本轮回暖并不是需求改善、不锈钢板价格探涨之功,主要还是得益于铁矿石等原材料成本的大幅度下降;但不锈钢板厂的生产热情却被充分的激发出来。在不锈钢板厂亏损面收窄、整体盈利增加之外,国内钢铁行业的淘汰赛还在;中小钢企遗留的市场份额早已成了所有钢厂的心头肉,谁都希望能抢上一口。 丢弃容易拾起难,这是行业的现状,在竞争日益激烈化的今天,不锈钢板市场几乎步步,存存留血;留住市场这一块青山,还能在行情好转的时候东山再起;如果在亏损之后连市场丢了,也就等于丢掉了企业耐以生存的根基;加上还有抽贷、限贷这一紧箍在一旁虎视眈眈的着。 与此同时,几乎是所有的钢厂高层均表示,行业越低迷,市场份额就越要抓的紧,一旦因为减产而丢掉,在当今钢铁产品同质化严重的大环境下,抢市场并不是那么容易。因此,在这种普遍性的认识下,不锈钢板厂只会观望着对手率先减产,而自己却是不敢轻易动的,于是就形成了近些年来越亏越生产的死循环。 节后304不锈钢板价格温文上升,一是上升的起伏不是很大,说明晰市场动摇较为慎重;二是价格的上升没有得到成交放大的支持,说明晰市场价格的上涨仍是没有被承认;三是本次价格的上涨带有很大的试探性和不确定性,市场能否上涨,当时看很难保持。



尤其是在建筑行业,因为这个行业关乎到人的生命财产。所以都是选用的抗压性能和抗拉性能比较好的不锈钢板。再有就是工业建筑的屋顶和侧墙。在这些应用中,物主的建造成本可能比审美更为重要,表面不很干净也可以。 在干燥的室内环境中使用304不锈钢效果相当好。因为前几年才发展起来的3D打印行业,在不锈钢板的选用上面需求也是的大,因为不锈钢板本身的耐腐蚀性能比较好,所以在高温的打印环境下,能够发挥出不错的成绩,这也是能够迅速的发展的必要条件之一。 不锈钢薄板拘束度较小,在焊接过程中受到局部加热、冷却作用形成了不均匀的加热、冷却,焊件会产生不均匀的应力和应变,焊缝的纵向缩短对薄板边缘的压力超过一定值时,即会产生较严重的波浪式变形,影响工件的外形质量。 解决不锈钢薄板焊接时烧穿、变形的主要措施有:01严格控制焊接接头上的热输入量,选择合适的焊接方法和工艺参数(主要有焊接电流、电弧电压、焊接速度);02通常对薄板焊接一般采用较小的喷嘴,但我们建议尽量采用大的喷嘴直径,这样使焊接时的焊缝保护面大一些,能有效且较长时间隔绝空气,使焊缝形成较好的抗氧化能力强。
