



无论您是初次接触还是已经熟悉,我们的球墨铸铁,铸铁棒型号产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:球墨铸铁,铸铁棒型号的图文介绍


1 堆焊耐磨板种原淬硬倾向主要取决于化学成分、板厚、焊接工艺和冷却条件等。钢的淬硬倾向越大,越易产生冷裂纹。
2. 氢的作用,氢是引起超高强堆焊耐磨板堆焊冷裂纹的重要因素之一,并且有延迟的特征。高强堆焊耐磨板堆焊的含氢量越高,则裂纹的敏感性越强。
3. 堆焊的应力状态:在堆焊耐磨板时产生延迟裂纹的倾向不仅取决于它的淬硬倾向和氢的作用,还决定于堆焊的应力状态。堆焊堆焊耐磨板时主要存在的应力有:不均匀加热及冷却过程中所产生的热应力、金属相变时产生的组织应力、结构自身拘束条件等。



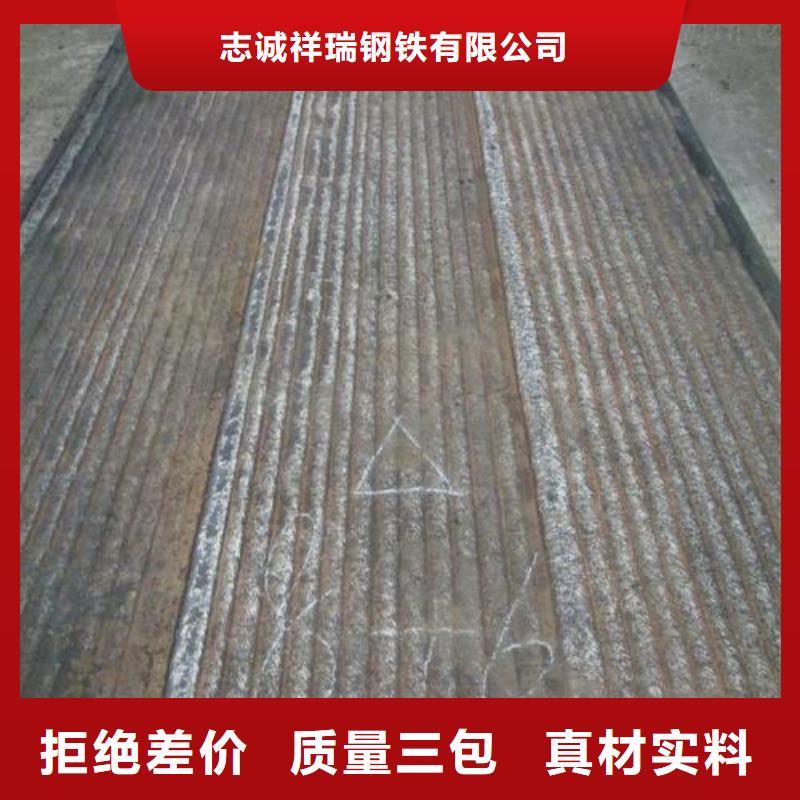
耐磨层合金成分: C:50%,Cr:27-30%,马氏体基体+大量Cr7C3型碳化物达60%以上
复合耐磨钢板硬度: 合金层宏观硬度HRC57-65,碳化物硬度HV1400-1800
耐磨性: 是低碳钢的20-25倍,不锈钢、高锰钢的8-12倍,是一般高碳高铬耐磨钢板的15倍以上
耐高温性: 普通型〈600℃;高温型〈1000℃
耐冲击性: 耐磨合金层与基材完全冶金结合,抗强烈冲击,不必担心脱落
复合耐磨钢板硬度: 合金层宏观硬度HRC57-65,碳化物硬度HV1400-1800
耐磨性: 是低碳钢的20-25倍,不锈钢、高锰钢的8-12倍,是一般高碳高铬耐磨钢板的15倍以上
耐高温性: 普通型〈600℃;高温型〈1000℃
耐冲击性: 耐磨合金层与基材完全冶金结合,抗强烈冲击,不必担心脱落


涌华金属科技有限公司生产的 湖南益阳耐厚板,通过了ISO9001:2000国际质量管理体系认证,拥有完善的质量保证体系和先进的管理模式,并被认定为省级“重合同守信用企业”、“质量信得过单位”、“5.18质量、信誉、服务消费者满意单位”等。



堆焊耐磨板的加工方法
1. 切割:可用等离子切割、碳弧、砂轮锯将堆焊复合耐磨板切割成所需要的形状。 方法是用空气或者惰性气体等离子弧进行切割,方法是从合金面开始切割。碳弧切割应从基板一面开始切割。如果采用锯片,只能进行直线切割,需要采用碳化硅锯片。2. 弯曲:堆焊复合耐磨板可以进行冷加工成型,根据需要弯曲成所需要的形状,或弧或圆。凹面成型,合金裂纹由于向内应力将紧闭;凸向成型,裂纹将变大开裂,这是正常现场。如果开裂过大,使用相应焊条进行修补。卷曲成管,按小弯曲半径进行。
3. 开孔:大孔可以采用等离子切割,小孔使用电火花机床。装配螺栓用的沉头孔可以用等离子或者碳弧切割加工。
4. 焊接:堆焊复合耐磨板的母材是可焊接性能很好的钢板,需要两块钢板拼接时,可先将背面母材焊接在一起,然后用相应的堆焊焊条将正面堆焊层填平补齐。堆焊复合耐磨板也可以焊接到其他钢结构上。
5. 塞焊:可用等离子或者碳弧气刨在堆焊复合耐磨板上开孔,通过塞焊的方法与其他钢结构件连接。
6. 螺栓固定:可以用闪光焊或者融化焊的方法将螺栓焊接到堆焊复合耐磨板的母材上,然后与其他工件连接,也可以在堆焊复合耐磨板上开孔,通过螺栓与其他工件连接;
7. 表面加工:堆焊复合耐磨板表明无须加工,如果需要加工,只能是研磨,其他常规方法不适用。堆焊复合耐磨板不适用表面精度要求高的场合。


铁矿石经过一波“洗礼”之后,出现了势不可挡的气势,目前整体库存处于偏低状态,不过在港口和部分矿山恢复之后,整体的库存有逐渐恢复的态势,同时在钢厂利润回升之后,铁矿石的消耗量也有上升的可能。
钢材产量同比大幅上升的可能性很小,一方面是钢厂利润不如前两年,另一方面环保仍在持续作用,同时也需要注意建国70年大庆的影响。
所以全年的整体供应量或只会幅。下游需求仍然会对钢材价格形成分化式的影响,房地产和基建主要对长材拉动较大,而船舶和汽车行业对板材影响更甚,所以全年整体消费来看依旧是长强板弱,所需要关注的是汽车是否还会出台强制性的刺激政策。



