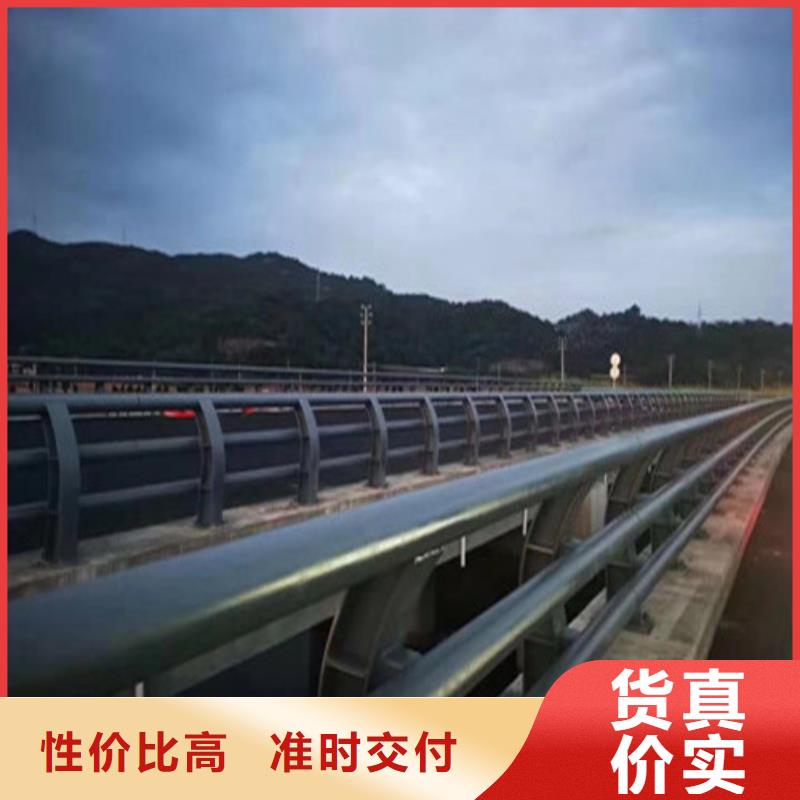




想要探索桥梁的防撞护栏全国施工的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:桥梁的防撞护栏全国施工的图文介绍
广顺交通设施有限公司是集生产,销售售后于一体的厂家。
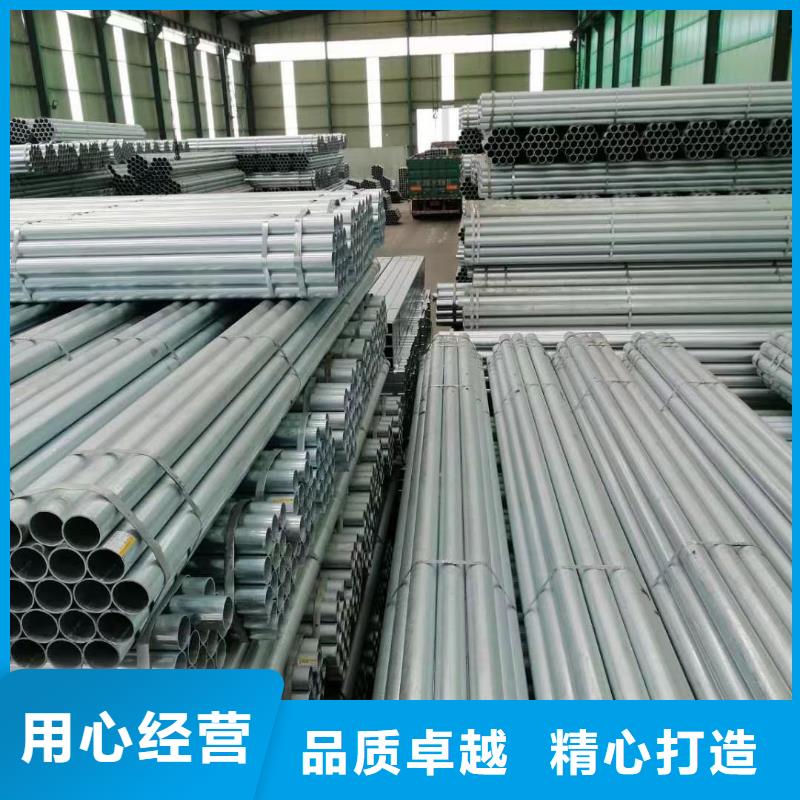
主要生产产品: 西藏山南波形护栏立柱、生命防护栏厂家、高速公路护栏厂家、波形护栏板厂家公司拥有专业管理人员,建立了完善、规范的质量管理体系和环境管理体系,凭借“规范的管理,良好的信誉,的产品,专业的技术,高品质的施工质量,完善的售后服务”赢得广大客户的信赖。
公司一贯坚持“德为做人之根,质为立业之本”的宗旨,坚持“客户di yi”的原则为广大客户提供优质的产品,凭借着高质量的产品,良好的信誉,优质的服务,产品畅销全国。欢迎各界朋友莅临参观、指导和业务洽谈。双赢合作,共同发展!


内衬不锈钢复合钢管基层为Q235B, 因此采用 SMAW 的方法, 焊条选择准 3.2 mm 的 THA302 为合适, 既可以保证焊缝金属的强度, 还可以保证其塑韧性。 内衬不锈钢复合管在焊接时首先进行下料, 必须采用车床, 锯床等冷加工机械进行下料, 严禁使用火焰或等离子等切割工艺, 接着对内衬不锈钢复合管的焊接面进行焊缝坡口处理, 焊缝坡口的加工一般须采用专用坡口机, 车床等冷加工机械, 严禁采用火焰切割等热加工方法加工, 然后对内衬不锈钢复合管的坡口进行整形, 以内径尺寸为准, 采用内芯整圆的方法, 使焊接坡口处复层的椭圆度偏差符合要求。 焊接不锈钢复合钢的焊工需要具备焊接基层和复层母材的焊工资质,焊接过渡层的焊工同时还应具有耐蚀堆焊资质。 施焊之前必须有合格的焊接工艺评定。 焊接工艺评定编制前, 必须明确所要选取的焊材、 焊接顺序、是否要求焊前预热及焊后热处理。



现在的每家每户都安装有自己的铁艺阳台护栏,这样一种社会现象让安装铁艺阳台护栏这一行业非常火爆。就是因为这一个行业现在比较火爆,所以很多的人都来从事安装铁艺护栏这一行业。但是他们又没有的铁艺栏杆安装,所以在服务质量上都跟不上。 基于这样的情况实在是太多了,因此现在选择制造、安装铁艺栏杆都必须要找到一个正规的安装厂家或装修队。一个不是的安装机构在安装铁艺栏杆的时候他们都总是会寻求你的意见,想要问你怎么样安装才合屋主的意愿。但是这种做法就让现在的许多人头疼了,因为他们也没有的铁艺栏杆安装知识,也不知道怎么样安装才更加科学。 但是如果是的安装机构来帮助你安装铁艺栏杆,他们虽然也会经常询问你,但是他们询问的方面就是选择什么样的安装方式了。他们会提供给你多种方案让你自己来选择,然后给你说说这几种方案安装的效果是什么样子的,这样的话就让很多人感到轻松了。 现在的很多人在安装铁艺阳台护栏时也会纠结到底怎么样安装才好呢。其实这都是你不需要考虑的问题,你要考虑的就是怎么样才能找到一个正规的安装机构来安装铁艺栏杆。只有选择了一个正规的安装机构才会在你安装铁艺阳台护栏的时候更加省心、省力、省时,但是重要的还是的安装团队才更加可靠,的安装方案能够让你在铁艺栏杆安装的时候更加节省材料和金钱。



主要有以下原因:一是长期以来公路建设资金一直不足,是近年来高速隔离栅建设速度加快,同时也加重了养护的负担。虽然管理者对高速隔离栅早期养护有一定的认识,但在资金及科技投入上由于种种原因不得不屈从于建设方面的压力。 二是目前的高速隔离栅大都利用或其他方式建设,开通运营后,或提取回报的压力较大,不能更多的资金从事养护和科技,甚至出现部分养护资金被挪用的现象。三是部分中外合作或转让经营权的高速隔离栅,由于片面追求经济效益而忽视了养护管理。 上的:门必须要求有关人员认证的学习图纸,审核自己的学习工作,要让他们如何去理解设计的意图以及施工标准,以确保施工过程有条不紊的惊醒,作为部门,需要与员工一起舞场地查看工作现场是否有什么差错,如果出现问题,可以及时的和设计部门进行沟通等,进行完善。 选择一款公路护栏是很有考究的,首先不管从做工,烤漆还是原材料,因为选购事先一定要商讨好,防止买到劣质交通护栏。首先要选择优良的交通护栏必须强度大,不易生锈,采用优良的喷涂工艺来制造,能够做到防老化,防干裂,掉漆,落色,不管在任何环境下都不会生锈。


内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点: (1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。 (2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。 (3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。 (4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。 (5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。



