
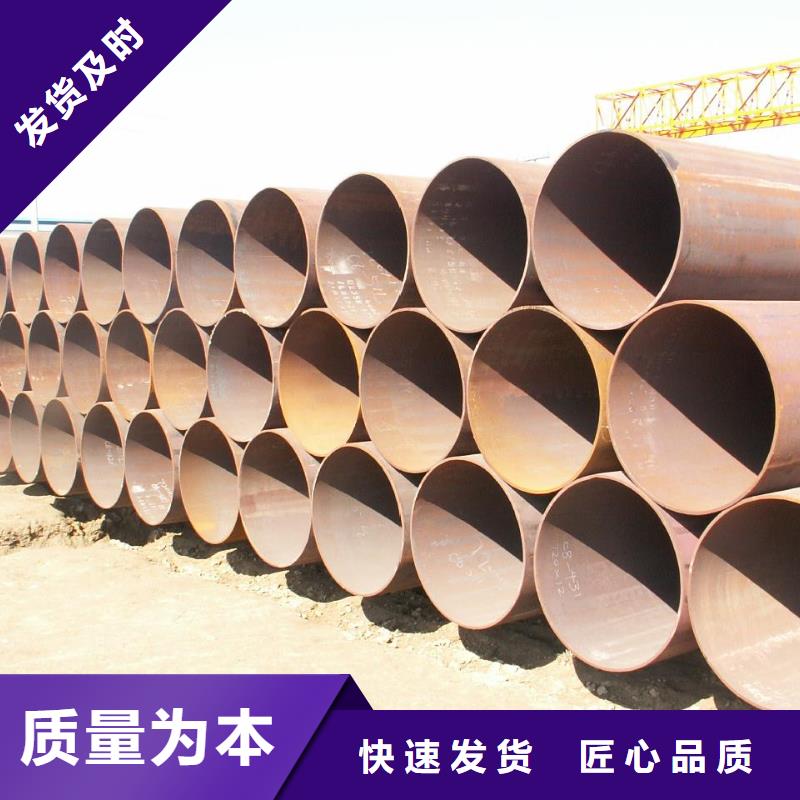
无需长篇大论,观看Q235B螺旋焊管价格一米多重视频,让你瞬间爱上我们的产品。
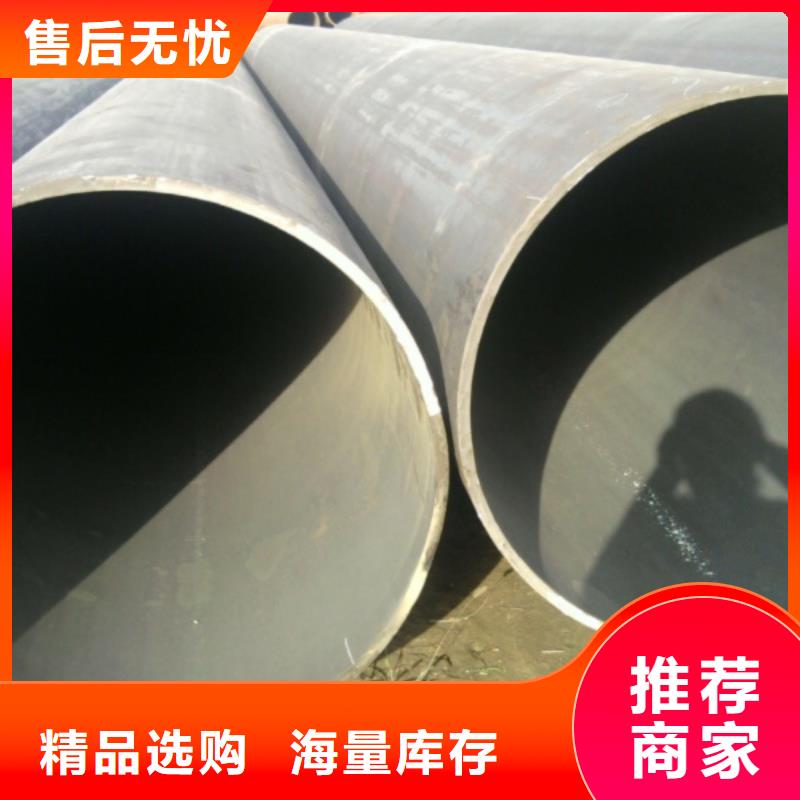
以下是:Q235B螺旋焊管价格一米多重的图文介绍
国耀宏业钢铁有限公司始建于2018年,厂家现位于青海海北工业园区,厂家技术力量雄厚,生产检测设备先进,人力资源充沛,管理方法科学,【青海海北方管厂家】产品质量稳定可靠,售后服务完善,是一家集科研、开发、销售、服务为一体的大型综合性【青海海北方管厂家】企业。


在直缝焊管的出产过程中,由于首要加工是在热状态下进行的,故加热操作是决议制品质量非常重要的工序。加热用的热风炉,依据它们的效果,分为加热炉和再加热炉两种;前者用于将坯料从常温加热到加工温度;后者用于在加工过坯料再加热到必需的加工温度。
加热不妥将成为在管坯内表面或许外表面上呈现裂纹、折叠及偏疼等废品的缘由。热风炉的方式有许多种,但首要运用的是环形加热炉。这种加热炉具有环形的,它可地转变,坯料从入口处沿着的直径方向装入,反转一用到出口处之的就可加热和均热到所规则温度的一种炉子。
设计制造各种规格型 的焊管模具—轧辊、异型辊,从而使产品形成了系列化,在业内享有盛誉。扬州新飞翔作为扬州高频焊管机组厂商,对钢管等材料有足够的了解,今天焊管机厂家教您增加钢管的使用寿命的方法:对钢基体涂镀是常用的方法,也是各种方法中效果一种。
镀锌大大的增加了钢的耐腐蚀性,也使得热镀锌方管、热镀锌角钢等产品的销量增加。由于热镀锌的工艺温度比较高,对回火温度较低的材料很容易使其在镀锌的过程中被退火,从而硬度降低。此外对配合件使用热镀锌还要考虑镀层的厚度对配合公差的影响。
加热不妥将成为在管坯内表面或许外表面上呈现裂纹、折叠及偏疼等废品的缘由。热风炉的方式有许多种,但首要运用的是环形加热炉。这种加热炉具有环形的,它可地转变,坯料从入口处沿着的直径方向装入,反转一用到出口处之的就可加热和均热到所规则温度的一种炉子。
设计制造各种规格型 的焊管模具—轧辊、异型辊,从而使产品形成了系列化,在业内享有盛誉。扬州新飞翔作为扬州高频焊管机组厂商,对钢管等材料有足够的了解,今天焊管机厂家教您增加钢管的使用寿命的方法:对钢基体涂镀是常用的方法,也是各种方法中效果一种。
镀锌大大的增加了钢的耐腐蚀性,也使得热镀锌方管、热镀锌角钢等产品的销量增加。由于热镀锌的工艺温度比较高,对回火温度较低的材料很容易使其在镀锌的过程中被退火,从而硬度降低。此外对配合件使用热镀锌还要考虑镀层的厚度对配合公差的影响。



其次就是埋弧焊,在采用这一焊接方法加工焊管的过程中,主要是利用焊接电弧在焊剂的覆盖下实现电弧焊接。焊接金属熔池在焊剂覆层保护下凝固成焊缝,焊剂熔融层冷却为渣壳覆盖在焊缝外表面。第三种焊接方法叫做钨极惰性气体保护焊,指的是利用纯钨或活化钨(钍钨、铈钨等)作为电极的惰性气体保护焊成钨极惰性气体保护焊。
在采用该工艺进行焊管处理的过程中,需要在惰性气体的保护下,利用钨电极与焊件间产生的电弧热熔化母材和填充焊丝进行焊接。也可以采用熔化极惰性气体保护焊接方法,即使用焊丝为熔化电极的惰性气体保护焊。另外还可以将二氧化碳气体作为气体保护焊,通常是利用纯度在99.8%以上的CO2作保护气体的熔化极气体保护焊。
也可以采用混合气体保护焊的焊接方法,此时主要是采用两种或两种以上气体,按一定比例组成的混合气体作为保护气体的气体保护焊完成焊管焊接过程。除了以上几种方法之外,关于焊管的焊接还可以采用的焊接工艺包括有:氩弧焊、脉冲氩弧焊、等离子弧焊以及热钎焊。
直缝焊管怎样控制质量好坏坯料的穿孔温度依据原料异样而有所异样。热扩焊管但大都在1200℃左右,含碳量和其他合金元素较多时温度要稍低一些。加热操作第二个关键是尽量削减氧化皮数量。是在热肘,热扩焊管从东西寿数和管材的表面质量动身,恳求愈加严厉。
在采用该工艺进行焊管处理的过程中,需要在惰性气体的保护下,利用钨电极与焊件间产生的电弧热熔化母材和填充焊丝进行焊接。也可以采用熔化极惰性气体保护焊接方法,即使用焊丝为熔化电极的惰性气体保护焊。另外还可以将二氧化碳气体作为气体保护焊,通常是利用纯度在99.8%以上的CO2作保护气体的熔化极气体保护焊。
也可以采用混合气体保护焊的焊接方法,此时主要是采用两种或两种以上气体,按一定比例组成的混合气体作为保护气体的气体保护焊完成焊管焊接过程。除了以上几种方法之外,关于焊管的焊接还可以采用的焊接工艺包括有:氩弧焊、脉冲氩弧焊、等离子弧焊以及热钎焊。
直缝焊管怎样控制质量好坏坯料的穿孔温度依据原料异样而有所异样。热扩焊管但大都在1200℃左右,含碳量和其他合金元素较多时温度要稍低一些。加热操作第二个关键是尽量削减氧化皮数量。是在热肘,热扩焊管从东西寿数和管材的表面质量动身,恳求愈加严厉。


等离子切割烟尘等离子在切割工件过程中会产生大量的化金属蒸气、臭氧、氮氧化物烟尘,会严重污染周围环境。解决烟尘问题的关键是如何把等离子烟尘全部吸入到除尘设备中,从而防止空气污染。而对于螺旋焊管等离子切割,除尘的难点是:等离子枪的喷嘴在切割时空气同时向两个反方向吹出,从而使烟尘从螺旋钢管的两端冒出,而安装在螺旋钢管的一个方向的吸气口是很难将烟尘很好回收。
吸入口外围冷空气从机器空隙外进入吸入口且风量很大,使螺旋钢管内烟尘和冷空气的总量大于除尘器吸入的有效风量,从而切割烟尘彻底吸收变得不可能完成。由于切割部位距离除尘吸入口较远,到达吸入口处的风力难以抽动烟尘。
为此,吸尘罩的设计原则是:除尘器吸入的风量要大于等离子切割所产生的烟尘和管道内部空气的总量,应该是在螺旋钢管内部形成一定量的负压腔,而且尽量不让外界的空气大量进入螺旋钢管,才能有效地将烟尘吸进除尘器。
在螺旋钢管切割点以后的位置将烟尘堵住,吸入口处尽量避免冷空气进入螺旋钢管内部,在螺旋钢管内部空间形成一个负压将烟尘挡板安装在螺旋钢管内部随行小车上并置于等离子枪切割点大约500mm处,在螺旋钢管切断后停留一下,达到将烟尘全部吸收。
注意烟尘挡板需准确定位在切断后的位置。此外为使支撑烟尘挡板的随行小车与螺旋钢管转动相互吻合,必须让随行小车的走轮角度与内辊角度保持一致。对于直径大约800mm的大口径螺旋焊管等离子切割,可以采用该方法;对于直径小于800mm,管径小烟尘不能从出管方向冒出,不必安装内部挡板。
吸入口外围冷空气从机器空隙外进入吸入口且风量很大,使螺旋钢管内烟尘和冷空气的总量大于除尘器吸入的有效风量,从而切割烟尘彻底吸收变得不可能完成。由于切割部位距离除尘吸入口较远,到达吸入口处的风力难以抽动烟尘。
为此,吸尘罩的设计原则是:除尘器吸入的风量要大于等离子切割所产生的烟尘和管道内部空气的总量,应该是在螺旋钢管内部形成一定量的负压腔,而且尽量不让外界的空气大量进入螺旋钢管,才能有效地将烟尘吸进除尘器。
在螺旋钢管切割点以后的位置将烟尘堵住,吸入口处尽量避免冷空气进入螺旋钢管内部,在螺旋钢管内部空间形成一个负压将烟尘挡板安装在螺旋钢管内部随行小车上并置于等离子枪切割点大约500mm处,在螺旋钢管切断后停留一下,达到将烟尘全部吸收。
注意烟尘挡板需准确定位在切断后的位置。此外为使支撑烟尘挡板的随行小车与螺旋钢管转动相互吻合,必须让随行小车的走轮角度与内辊角度保持一致。对于直径大约800mm的大口径螺旋焊管等离子切割,可以采用该方法;对于直径小于800mm,管径小烟尘不能从出管方向冒出,不必安装内部挡板。



