




为了让您更地了解我们的桥梁不锈钢复合管栏杆等级划分产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
以下是:桥梁不锈钢复合管栏杆等级划分的图文介绍

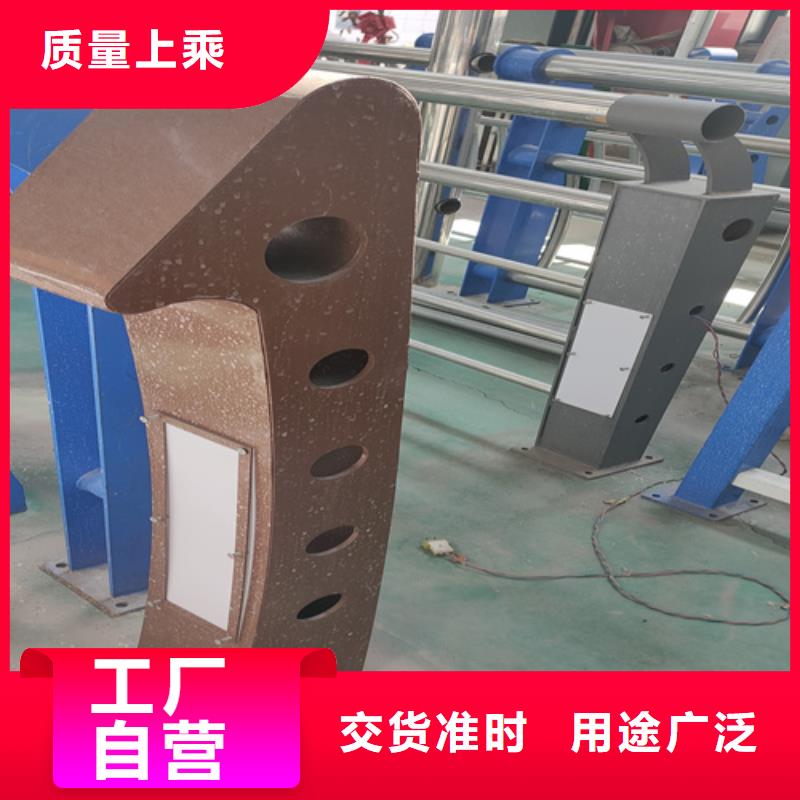
桥梁护栏设计规范简要。
与每个人都见过的桥梁护栏相比,是一种对道路护栏要求更严格的护栏,因为桥梁问题很重要,但大家虽然见过的桥梁护栏的设计规范肯定不太了解,桥梁护栏是用来保证人和车辆行驶,防止坠落或碰撞的必要措施,不锈钢河道护栏也是与行人比较接近的一部分,设计和安装桥梁护栏的基本要求,桥梁护栏的造型设计将直接影响桥梁的美观。桥梁护栏样式丰富,主要分为四类:栅栏式、栏式、棂式和混合式。
个是桥梁护栏的尺寸。这个问题很重要,由于桥梁护栏的主要作用是保证人车的,如果没有感,自然也谈不上美感,所以这就要求桥梁护栏必须足够坚固,经得起拥挤和冲突,给人以感和依赖感。
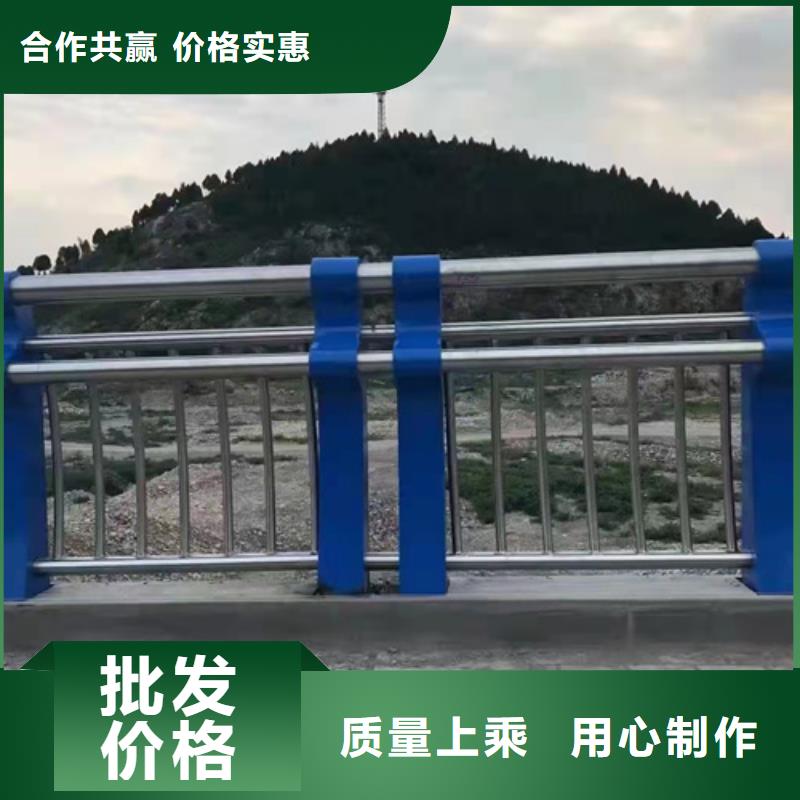
另外,不锈钢河道护栏的高度不能过高,也不能妨碍人们的视野,桥梁护栏的高度可根据桥面出水距离确定,一般净空距离在3米以上时,桥梁护栏的手扶面约为1米,设计和安装桥梁护栏的基本要求在净空距离小于3米时,可适当降低栏杆高度。对较宽的桥面,采用分割带多车道桥梁,栏杆的高度和端面尺寸可稍大,不锈钢河道护栏可增加桥梁护栏的稳重性。
其次是桥梁护栏样式的多样性和统一性。目前,桥梁护栏的设计多以简洁明快的格调为主,但扶手构成部件的图案造型可以灵活变化,避免单调乏味,保持扶手协调统一,不影响桥梁主体。


不锈钢桥梁护栏主要施工方法的六个关键注意事项:
1.施工前应先进行现场放样,并计算出各种杆件的长度。
2.按照各种杆件的长度准确进行下料,其构件下料长度允许偏差为1mm。
3.选择合适的焊接工艺,焊条直径,焊接电流,焊接速度等,通过焊接工艺试验验证。
4.脱脂去污处理:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则应选择三氯代乙烯、苯、汽油、中性洗涤剂或其它化学药品用不锈钢丝细毛刷进行刷洗,必要时可用角磨机进行打磨,磨出金属表面后再进行焊接。
5.焊接时应选用较细的不锈钢焊条(焊丝)和较小的焊接电流。焊接时构件之间的焊点应牢固,焊缝应饱满,焊缝金属表面的焊波应匀,不得有裂纹、夹渣、焊瘤、烧穿、弧坑和针状气孔等缺陷,焊接区不得有飞溅物。
6.杆件焊接组装完成后,对于无明显凹痕或凸出较大焊珠的焊缝,可直接进行抛光。但是,对于有凹凸渣滓或较大焊珠的焊缝,则应用角磨机进行打磨,磨平后再进行抛光。抛光后必须使外观光洁、平顺、无明显的焊接痕迹。



众英金属科技有限公司,现货优质低价是我们的承诺!!时间与信誉是我们的宗旨!!!公司热诚欢迎各界顾客前来参观指导,看货,常年主营 云南普洱铸铁隔离栏杆立柱种类规格齐全.欢迎参观指导,看货订货!客户di yi、信誉至上是我们的服务的宗旨,您的满意是我们z u i大的欣慰!

桥梁护栏在生产之后基本都要进行喷粉处理,要对桥梁护栏进行喷粉,喷粉的时候应该注意哪些问题,怎样对桥梁护栏进行喷粉才是合理的,大家都知道吗?作为桥梁护栏厂家,接下来和大家一起来学习一下怎么进行桥梁护栏的喷粉问题。
桥梁护栏喷粉过程中,要注意吊具的导电性,且吊具上的涂层不宜太厚,过厚时可采取集中焚烧的方法用具上的涂层;由于工件较重,一定要设计好挂具,要求挂具牢固可靠。
对于桥梁护栏产品,根据其特点,采用自动喷枪另加手工喷枪补喷相结合的形式,目的是实时监控喷粉质量,保证产品质量稳定。一般纯聚酚粉术涂料的固化条件是200℃,10min,通过调整加热炉的温度和链速来保证固化温度和时间。
桥梁护栏喷粉采用冷风吹干,在吹干的过程中,对工件进行检查,对于允许缺陷,如流挂、起泡、露底、缔孔等可用丙酮等稀释粉末涂料,趁工件未晾时涂程或喷覆于缺陷表面,用余热固化对于重大缺陷需要进行返修处理,根据涂膜厚度选取不同的处理方法,一般有直接上件重新喷粉、机械打磨、用脱膜剂处理三种方法。
桥梁护栏喷粉过程中,要注意吊具的导电性,且吊具上的涂层不宜太厚,过厚时可采取集中焚烧的方法用具上的涂层;由于工件较重,一定要设计好挂具,要求挂具牢固可靠。
桥梁护栏采用预烘的目的:一是除去工件上剩余的水分,二是可以保证一定厚度的粉末涂料较好地附着在工件的表面,三是保证工件尽快均匀受热,加快固化过程一般预烘的温度是80—140℃。
对于桥梁护栏产品,根据其特点,采用自动喷枪另加手工喷枪补喷相结合的形式,目的是实时监控喷粉质量,保证产品质量稳定。一般纯聚酚粉术涂料的固化条件是200℃,10min,通过调整加热炉的温度和链速来保证固化温度和时间。
桥梁护栏喷粉采用冷风吹干,在吹干的过程中,对工件进行检查,对于允许缺陷,如流挂、起泡、露底、缔孔等可用丙酮等稀释粉末涂料,趁工件未晾时涂程或喷覆于缺陷表面,用余热固化对于重大缺陷需要进行返修处理,根据涂膜厚度选取不同的处理方法,一般有直接上件重新喷粉、机械打磨、用脱膜剂处理三种方法。

