

我们的现场实拍视频将带您走进镀锌钢管可定制产品的世界,产品视频细节之美一览无余!
以下是:镀锌钢管可定制的图文介绍

常说的镀锌管,镀锌管的用途煤气、暖气用的那种铁管也是镀锌管,镀锌管作为水管,使用几年后,管内产生大量锈垢,流出的黄水不仅污染洁具,而且夹杂着不光滑内壁滋生的细菌,锈蚀造成水中重金属含量过高,严重危害人体的。
生产步骤
a.圆钢准备;b.加热;c.热轧穿孔;d.切头;e.酸洗;f.修磨;g.润滑;h.冷轧加工;i.脱脂;j.固溶热处理;k.矫直;l.切管;m.酸洗;n.成品检验。
技术要求
1、牌号和化学成分
镀锌钢管用钢的牌号和化学成分应符合GB/T3092所规定的黑管用钢的牌号和化学成分。
2、制造方法
黑管的制造方法(炉焊或电焊)由制造厂选择。镀锌采用热浸镀锌法。
3、螺纹及管接头
a: 带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。螺纹应符合YB 822的规定。
b:钢制管接头应符合YB 238的规定;可锻铸铁管接头应符合YB 230的规定。
4、力学性能 钢管镀锌前的力学性能应符合GB 3092的规定。


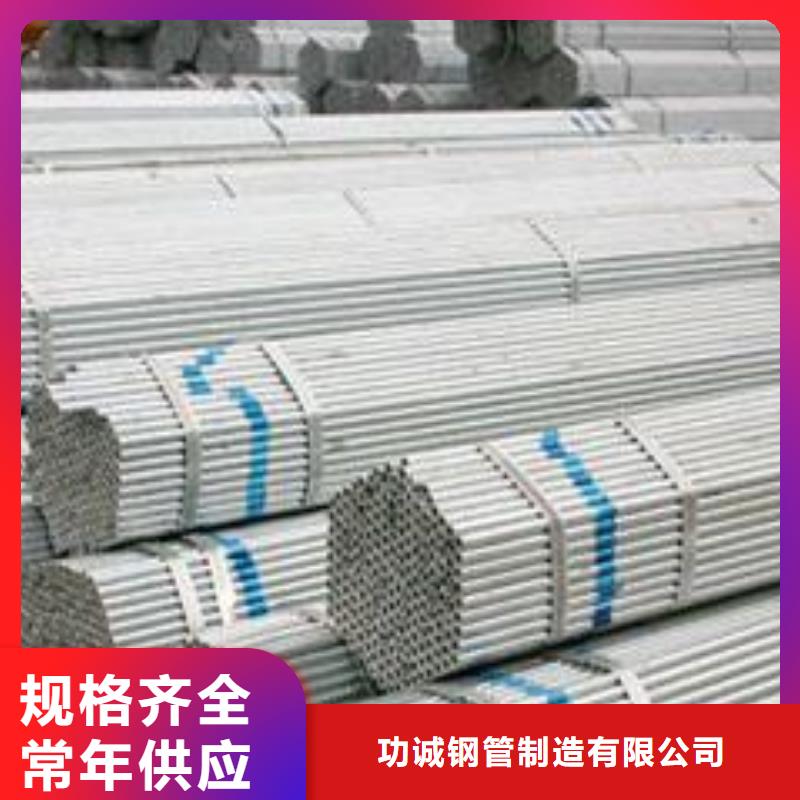
工件整体无锌瘤,结块等现象.热镀锌外观较电镀锌稍粗糙,呈银白色,外观容易产生工艺水纹和少许滴瘤,尤其是在工件的一端较为明显.但热镀锌的锌层比电镀锌厚几十倍,防腐蚀性能是电镀锌的几十倍.热镀锌钢管的两端有蓝色油墨印的箍,通体有执行标准和规格型号;在热镀锌钢管的一端有锌针或少许瘤挂,内外都有完整的镀锌层,外观没有冷镀锌光滑;冷镀锌镀层有光亮,与太阳成一定角度下这种光亮成七彩,冷镀钢管孔内只有在两端有少许锌层,再往里没有镀锌层,冷镀锌国内钢管两端一样光滑, 没有锌瘤产生,外表没有执行标准.通常电镀锌层厚度5~15μm,而热镀锌层一般在35μm以上,甚至高达200μm。热镀锌覆盖能力好,镀层致密,无有机物夹杂。众所周知,锌的抗大气腐蚀的机理有机械保护及电化学保护,在大气腐蚀条件下锌层表面有ZnO、Zn(OH)2及碱式碳酸锌保护膜,一定程度上减缓锌的腐蚀,这层保护膜(也称白锈)受到破坏又会形成新的膜层。当锌层破坏严重,危及到铁基体时,锌对基体产生电化学保护,锌的标准电位-0.76V,铁的标准电位-0.44V,锌与铁形成电池时锌作为阳极被溶解,铁作为阴极受到保护。显然热镀锌对基体金属铁的抗大气腐蚀能力优于电镀锌。热镀锌钢管具有较厚的致密的纯锌层覆盖在钢铁表面上,它可以避免钢铁基体与任何的腐蚀溶液的接触,保护钢基体免受腐蚀。在一般大气中,锌层表面形成一层很薄而密实的氧化锌层表面,它很难溶于水,故对钢基体起着一定保护作用。如果氧化锌与大气中其它成分生成不溶性锌盐后,则防蚀作用更理想。镀锌管与无缝钢管这两种管材,如果想用到耐高温的地方毋庸置疑的就是无缝钢管要好的多了。 因为镀锌管本身就以焊管多,它的外表(镀锌层)化学材质也没有起到抗高温的作用。高温还会使得镀锌层快速的消耗脱落,从而减少镀锌管的使用寿命。无缝钢管就不同了,它本就是高温热轧而生产的,也有很多耐高温、高压的材质。譬如12Cr1MoVG、15CrMo 等耐高压、高温材质的合金无缝钢管。镀锌带管:



津铁物资有限公司一直坚持“科学技术是主要生产力”的指导方针,不断探寻、研究、改进生产工艺,推出更具市场竞争力的高质量 浙江金华方矩管产品,满足不同客户的多样化需求。在生产过程中实现了全封闭、无粉尘的自动化控制,减少了中间污染环节,确保了 浙江金华方矩管产品质量的稳定,有效地改善了环境。


镀锌钢管连接方式:螺纹,焊接
滚槽方式连接
(一)滚槽焊缝开裂:
1.将管口压槽部分的内壁焊筋磨平,减少滚槽阻力。
2.调整钢管与滚槽设备的轴心,并要求钢管与滚槽设备水平。
3.调整压槽速度,压槽成型时长不能超过规定,均匀、缓慢施力。
(二)滚槽钢管断裂:
1.将钢管管口压槽部分内壁焊筋磨平,减少滚槽阻力。
2.调整钢管与滚槽设备的轴心,要求钢管与滚槽设备水平。
3.调整压槽速度,压槽速度不能超过规定,均匀、缓慢施力。
4.检查滚槽设备的支撑辊与压力辊的宽度和型号,是否存在两辊尺寸不相匹配而造成咬合现象。
5.用游标卡尺检查钢管的沟槽是否规定。
(三)滚槽机滚压成型的沟槽应符合下列要求:
1.管端至沟槽段的表面应平整无凹凸、无滚痕。
2.沟槽圆心应与管壁同心,沟槽宽度、深度应符合要求,并检查卡箍件型号是否正确。
3.在橡胶密封圈上涂抹润滑剂并检查橡胶密封圈是否有损伤,润滑剂不得采用油润滑剂。
滚槽方式连接
(一)滚槽焊缝开裂:
1.将管口压槽部分的内壁焊筋磨平,减少滚槽阻力。
2.调整钢管与滚槽设备的轴心,并要求钢管与滚槽设备水平。
3.调整压槽速度,压槽成型时长不能超过规定,均匀、缓慢施力。
(二)滚槽钢管断裂:
1.将钢管管口压槽部分内壁焊筋磨平,减少滚槽阻力。
2.调整钢管与滚槽设备的轴心,要求钢管与滚槽设备水平。
3.调整压槽速度,压槽速度不能超过规定,均匀、缓慢施力。
4.检查滚槽设备的支撑辊与压力辊的宽度和型号,是否存在两辊尺寸不相匹配而造成咬合现象。
5.用游标卡尺检查钢管的沟槽是否规定。
(三)滚槽机滚压成型的沟槽应符合下列要求:
1.管端至沟槽段的表面应平整无凹凸、无滚痕。
2.沟槽圆心应与管壁同心,沟槽宽度、深度应符合要求,并检查卡箍件型号是否正确。
3.在橡胶密封圈上涂抹润滑剂并检查橡胶密封圈是否有损伤,润滑剂不得采用油润滑剂。



