


我们为您呈现了一部精彩绝伦的焊接H型钢全国发货产品视频,让您感受产品的独特之处。
以下是:焊接H型钢全国发货的图文介绍

所以建筑物的基础造价可有交大降低;在同等承重条件下,结构尺寸合理,可增加室内有效使用面积5%以上,减少空间损失,因此比常规建筑降低综合成本约20%。另外,总重量的减轻,使运输、吊装等机械费用也会相对应的降低。
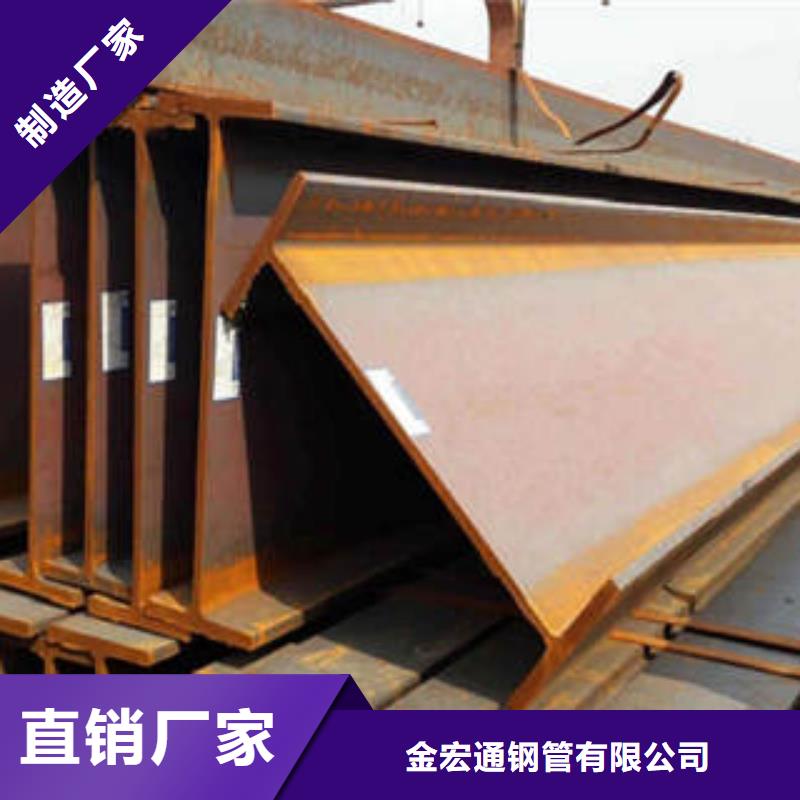
假如使用热轧H型钢的话,它的结构是非常的科学合理的,而且塑性也是很好的,拥有很高的柔韧性,结构也是相当的稳定,可以使用称重或者是冲击承载力比较大的建筑结构之中,拥有非常强大的抗自然灾害的能力,如果是在地震多发的地方的话,那么肯定是非常的具有优势的,根据相关的统计,我们可以发现世界上的七级以上的地震灾害智障,如果使用了热轧H型钢的话,建筑是不会受到太大的损伤的,它还可以更好的加快结构的使用面积,尤其是跟混凝土比较起来,它的钢结构的横截面的面积很小,所以可以更好的怎么建筑的有效面积,根据建筑的不同形式,这就可以增加使用面积在百分之四到百分之六左右,焊接类的钢材是可以更好的节省工料的,还可以减少原材料。
假如使用热轧H型钢的话,它的结构是非常的科学合理的,而且塑性也是很好的,拥有很高的柔韧性,结构也是相当的稳定,可以使用称重或者是冲击承载力比较大的建筑结构之中,拥有非常强大的抗自然灾害的能力,如果是在地震多发的地方的话,那么肯定是非常的具有优势的,根据相关的统计,我们可以发现世界上的七级以上的地震灾害智障,如果使用了热轧H型钢的话,建筑是不会受到太大的损伤的,它还可以更好的加快结构的使用面积,尤其是跟混凝土比较起来,它的钢结构的横截面的面积很小,所以可以更好的怎么建筑的有效面积,根据建筑的不同形式,这就可以增加使用面积在百分之四到百分之六左右,焊接类的钢材是可以更好的节省工料的,还可以减少原材料。


金宏通钢管有限公司通过多年研发 福建镀锌角钢产品.耐用可靠.适应各种安装要求.已在 福建镀锌角钢业界享有一定的认知度.深得广大用户一致信赖.本着精益求精的精神.所有 福建镀锌角钢产品都是采用优良材料生产精制而成.符合质量监督检测标准. 本公司抱着认真、负责、锐意进取的态度、保证 福建镀锌角钢产品质量和售后服务,赢取天下客户的赞许,为客户作出的保证,同时诚望与各新老客户能力合作、共同拓展。



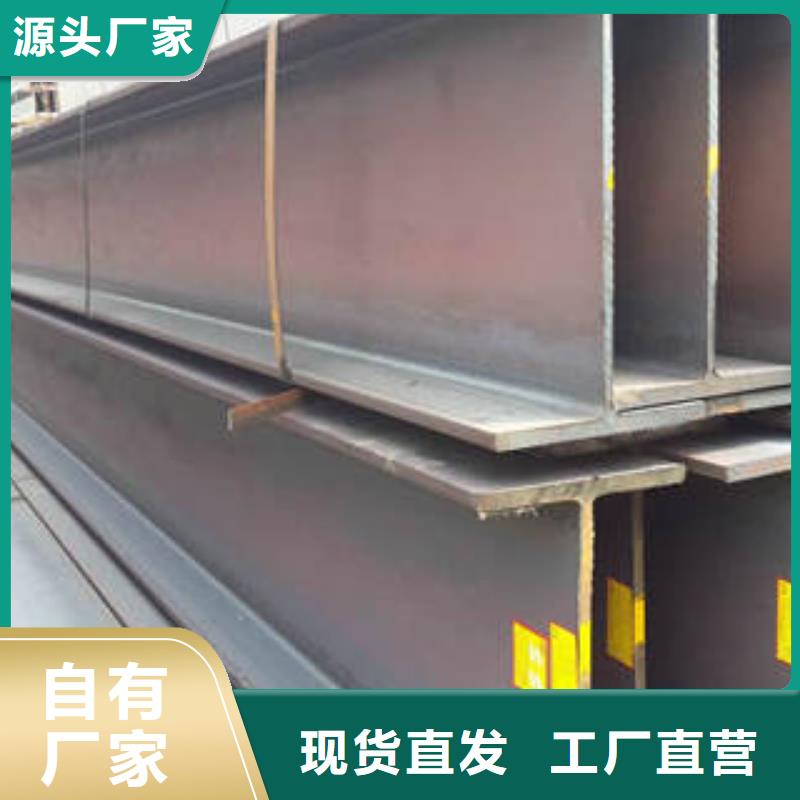
工字型钢不论是普通型还是轻型的,由于截面尺寸均相对较高、较窄,故对截面两个主袖的惯性矩相差较大,因此,一般仅能直接用于在其腹板平面内受弯的构件或将其组成格构式受力构件。对轴心受压构件或在垂直于腹板平面还有弯曲的构件均不宜采用,这就使其在应用范围上有着很大的局限。
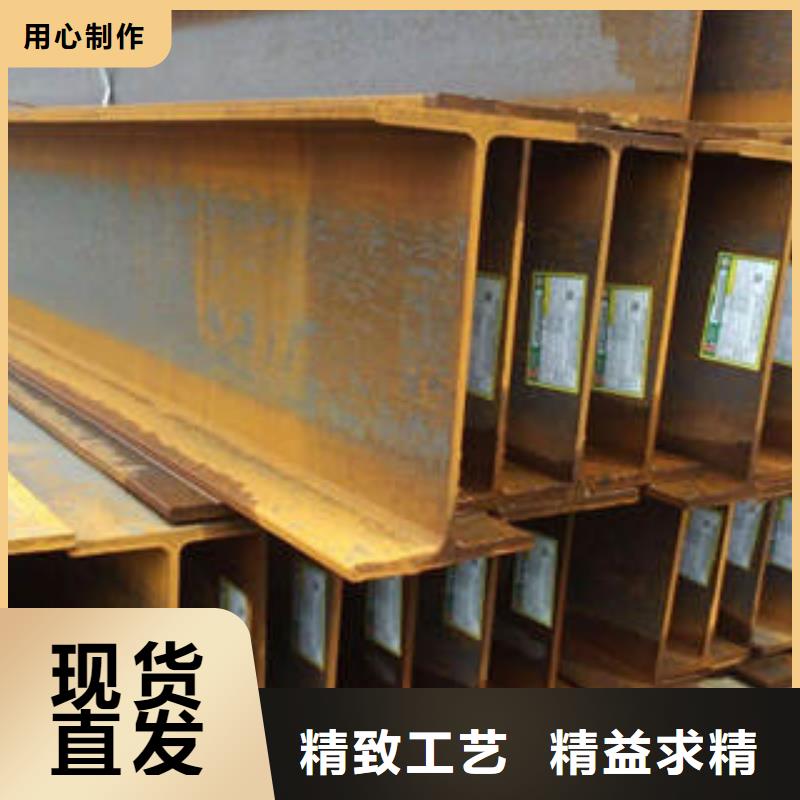
H型钢属于经济裁面型材(其它还有冷弯薄壁型钢、压型钢板等),由于截面形状合理,它们能使钢材更高地发挥效能,提高承载能力。不同于普通工字型的是h型钢的翼缘进行了加宽,且内、外表面通常是平行
.工字型钢不论是普通型还是轻型的,由于截面尺寸均相对较高、较窄,故对截面两个主袖的惯性矩相差较大,因此,一般仅能直接用于在其腹板平面内受弯的构件或将其组成格构式受力构件。对轴心受压构件或在垂直于腹板平面还有弯曲的构件均不宜采用,这就使其在应用范围上有着很大的局限。
H型钢属于经济裁面型材(其它还有冷弯薄壁型钢、压型钢板等),由于截面形状合理,它们能使钢材更高地发挥效能,提高承载能力。不同于普通工字型的是h型钢的翼缘进行了加宽,且内、外表面通常是平行
.工字型钢不论是普通型还是轻型的,由于截面尺寸均相对较高、较窄,故对截面两个主袖的惯性矩相差较大,因此,一般仅能直接用于在其腹板平面内受弯的构件或将其组成格构式受力构件。对轴心受压构件或在垂直于腹板平面还有弯曲的构件均不宜采用,这就使其在应用范围上有着很大的局限。


H型钢焊接生产线的技能特点及创新:
1.焊接H型钢生产方法是将H型钢根据“工”字型安顿,两旁同时焊接两道角缝,进步了焊接的速率。由于对称焊接,以是焊接后腹板一样通常可以大概连结原样。
2.矫形机构H型钢翼缘改正机用偏爱压辊完成对焊后热态的H型钢翼板的角变形举行改正,淘汰了改正力,同时进步了改正精度。
3.从焊接规格上来说,海内较大的是焊接H型钢的规格。
4.在组立方法上,选用了组立-焊接一体化方法,生产工序变少了,加大了生产的速率。
5. H型钢焊接生产线在腹板、翼缘板对中方法上,利用前后各两组的对中方法,加强了定位精度。
6.送丝机与焊枪软毗连同时焊枪焊接角度可以大概调解装置。
7.大角焊缝,选用双电源(DC+AC)双丝、双弧、双熔池焊接技能。
1.焊接H型钢生产方法是将H型钢根据“工”字型安顿,两旁同时焊接两道角缝,进步了焊接的速率。由于对称焊接,以是焊接后腹板一样通常可以大概连结原样。
2.矫形机构H型钢翼缘改正机用偏爱压辊完成对焊后热态的H型钢翼板的角变形举行改正,淘汰了改正力,同时进步了改正精度。
3.从焊接规格上来说,海内较大的是焊接H型钢的规格。
4.在组立方法上,选用了组立-焊接一体化方法,生产工序变少了,加大了生产的速率。
5. H型钢焊接生产线在腹板、翼缘板对中方法上,利用前后各两组的对中方法,加强了定位精度。
6.送丝机与焊枪软毗连同时焊枪焊接角度可以大概调解装置。
7.大角焊缝,选用双电源(DC+AC)双丝、双弧、双熔池焊接技能。



