



想要了解q345d无缝钢管质量可靠产品的魅力?视频为你揭晓答案!
以下是:q345d无缝钢管质量可靠的图文介绍


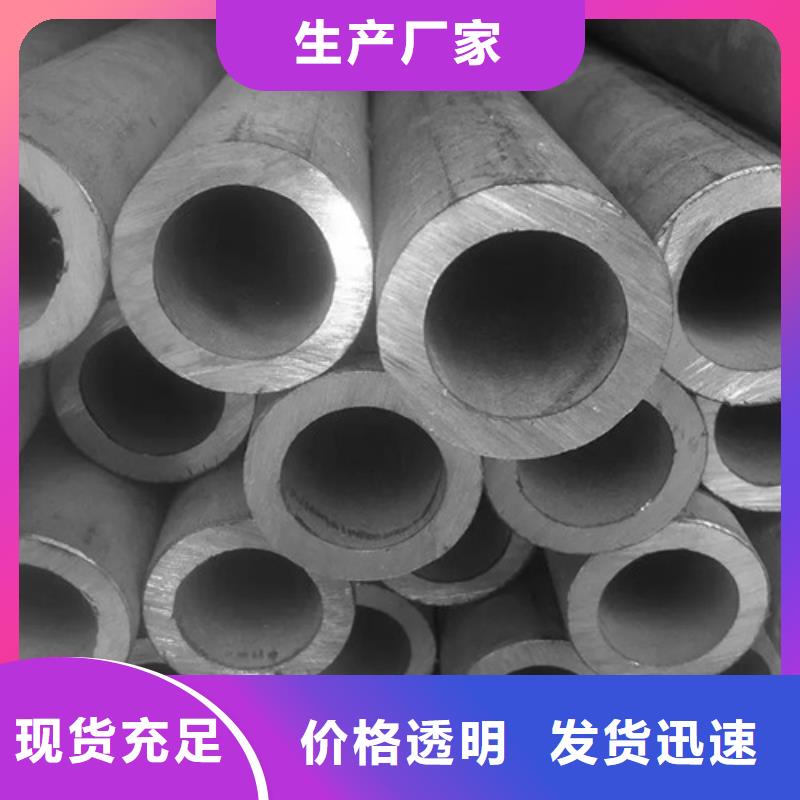
华尔网无缝钢管采用挤压成型生产加工,由于表层在表层留下残余压应力,华尔网无缝钢管有利于表面微裂纹的封闭型,防止沉积物的扩大。进而可以提高表层的耐腐蚀工作能力,减缓疲劳裂纹的形成或扩展,从而提高华尔网无缝钢管的疲劳极限。根据挤压成形,挤压成形表层产生冷作硬化底层,降低了接触表层的切割副的延展性和塑性变形,从而提高了华尔网无缝钢管内腔的耐磨性,防止烧伤割伤。挤压后,粗糙度值的降低可以改善配合特性。华尔网无缝钢管挤出成型生产加工是一种非切削加工。
华尔网无缝钢管产品工件表面,使产品工件表面的金属材料产生塑性变形和流动性,并填充初始残余低。在凹波谷中,可以降低产品工件的表面粗糙度。由于挤压的表层金属材料发生塑性变形,表层机制冷却结晶变窄,产生高密度纤维,产生内应力层,提高强度和抗压强度,表层 产品工件的改善。华尔网无缝钢管耐磨性、华尔网本地耐腐蚀性和互操作性。挤压是一种无需钻孔的塑性变形生产加工方法。



三种渗氮工艺有各自的特点,等温氮化(或称为一段氮化)斥 的表面硬度高约HV1000?1200,变形小,脆性低,工艺简单,抵作方便,但工艺周期长,成本高,渗层浅,多用于氮化层浅、尺、J 精密、硬度髙的华尔网无缝钢管;二段渗氮与等温氮化相比,表面硬度稍介 (HV850?1000),变形略有增大,但渗速快,多用于氮化层较深 批量较大的华尔网无缝钢管;三段氮化渗速快,但硬度、脆性、变形等方面% 比等温氮化效果差。因此对于华尔网无缝钢管零件需要进行氮化处理时,要书 据华尔网无缝钢管的技术要求、工作特点、生产效率、制造成本等几个方面if 行综合评定后才能确定 的氮化工艺。 需要说明的是对于碳钢和铸铁华尔网无缝钢管,为了提高工件的抗蚀能:i 而进行的渗氮称为抗蚀氮化,其渗氮层深度在0.02?0.04mm,珠面形成一层薄而致密的白色氮化层(e相在0.015?O.OOOmm). J 有化学稳定性高的特点,在潮湿空气、过热蒸汽、海水、气体燃觉 产物以及弱碱溶液中具有不同的抗腐蚀性,进行抗蚀氮化的华尔网无缝钢管琴进行正火或调质处理。采用抗蚀氮化可代替镀镍、镀锌、发蓝、碌化以及其他表面处理方法,有时甚至能代替合金钢和不锈钢等。货工艺的工艺温度在550?650°C左右,时间为1?3h,氨分解率在45%?70%。


随着我国 山东圆钢市场经济的发展,亚广金属有限公司着力加强企业文化建设,提出了“双赢靠诚信”的经营理念,“立足创新、专注质量、诚信服务、真诚合作、共同发展”是我们始终如一的追求,为客户提供质优、、可靠的产品是我们永恒的方针,“审时慎思,明辨力行”打造优越的 山东圆钢。我们将不断超越自我,一如既往的为客户创造价值!




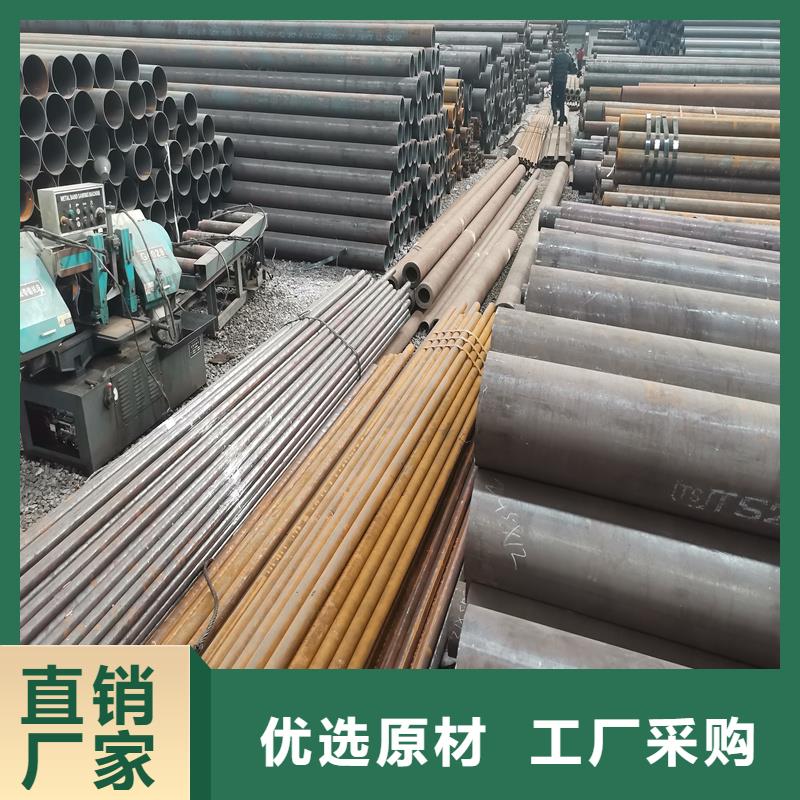
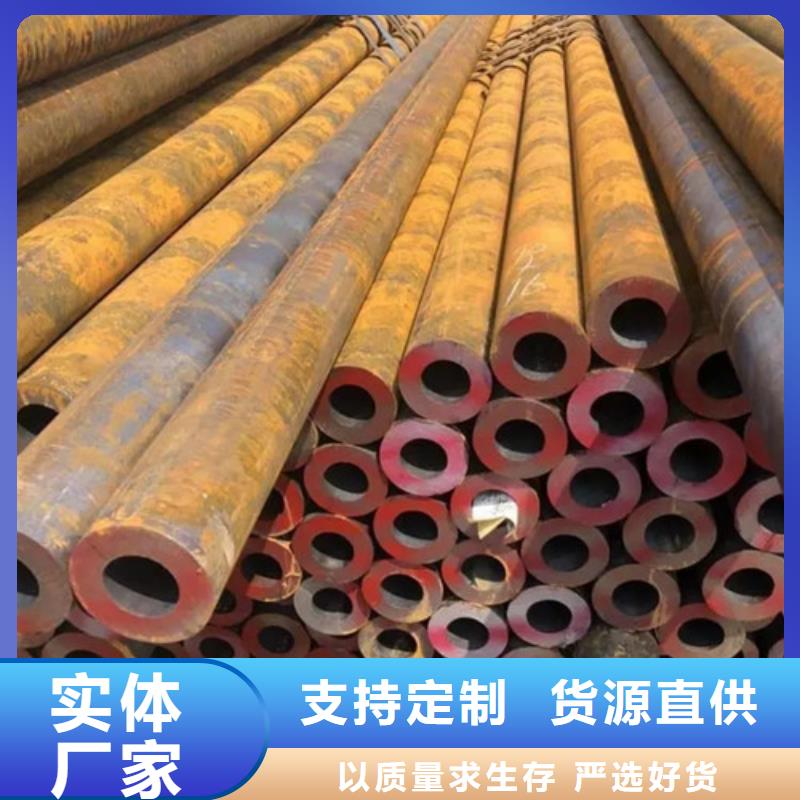
冷轧(拨)华尔网无缝钢管的分类: 冷轧(拨)华尔网无缝钢管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。热轧华尔网无缝管外径一般大于 32mm,壁厚2.5-75mm,冷轧华尔网无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm,壁厚小于0.25mm,冷轧比热轧尺寸精度高。 ②冷轧(拔)华尔网无缝钢管主要生产工序: 坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验 一般的华尔网无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧华尔网无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧华尔网无缝钢管要短于热轧华尔网无缝钢管,冷轧华尔网无缝钢管的壁厚一般比热轧华尔网无缝钢管要小,但是表面看起来比厚壁华尔网无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。


