


别再等待了,仅仅一分钟,就能通过我们的直缝管直缝钢管质保一年产品视频探索到无数令人心动的细节和亮点。
以下是:直缝管直缝钢管质保一年的图文介绍



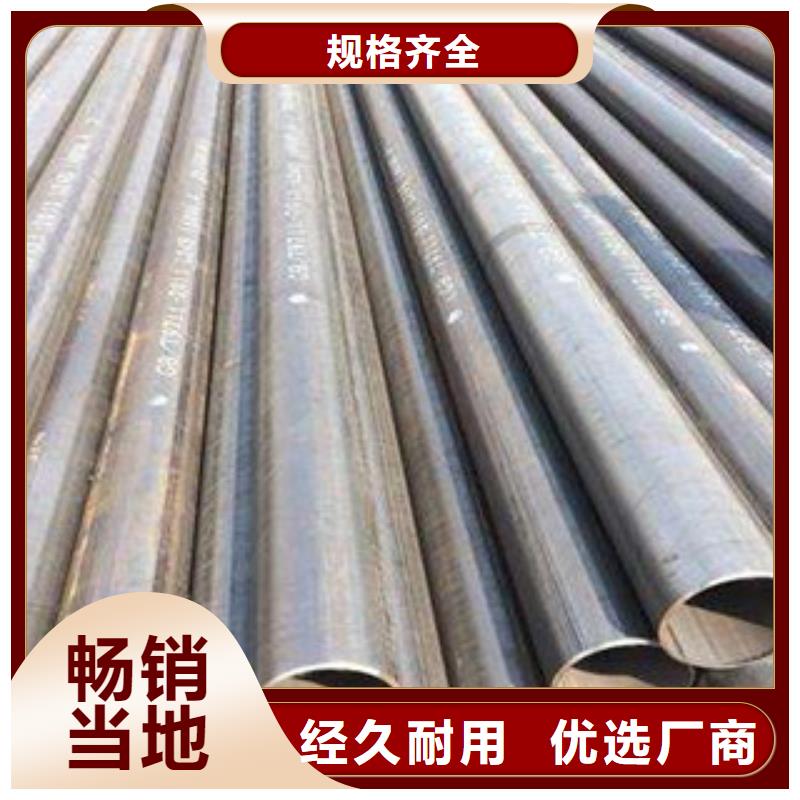
直缝埋弧焊管
直缝埋弧焊管(LSAW)在我国应用于油气输送工程比较晚,但起步迅速,发展步子大,成绩显著。因为它有下列优点:①直缝管成型工艺比较容易,有预焊及精焊,焊接质量比较容易保证;②大口径厚壁直缝钢管有全管扩径工艺,比较容易应力,残余应力较小;③几何精度和力学性能较好,质量稳定,可靠性高;④直缝焊管应用广泛,可以应用于油气管线,可以用于陆上二、三、四类地区、穿越段及海底管线;⑤可以达到高钢级≥X120,大壁厚≥40mm。它的局限性有:①直径一般在≤1422mm,受到板宽的限制;②UOE成型方式投资昂贵,JCOE成型方式适用于中型企业。③直径≤406mm时,制作上不够经济。
直缝埋弧焊管(LSAW)在我国应用于油气输送工程比较晚,但起步迅速,发展步子大,成绩显著。因为它有下列优点:①直缝管成型工艺比较容易,有预焊及精焊,焊接质量比较容易保证;②大口径厚壁直缝钢管有全管扩径工艺,比较容易应力,残余应力较小;③几何精度和力学性能较好,质量稳定,可靠性高;④直缝焊管应用广泛,可以应用于油气管线,可以用于陆上二、三、四类地区、穿越段及海底管线;⑤可以达到高钢级≥X120,大壁厚≥40mm。它的局限性有:①直径一般在≤1422mm,受到板宽的限制;②UOE成型方式投资昂贵,JCOE成型方式适用于中型企业。③直径≤406mm时,制作上不够经济。


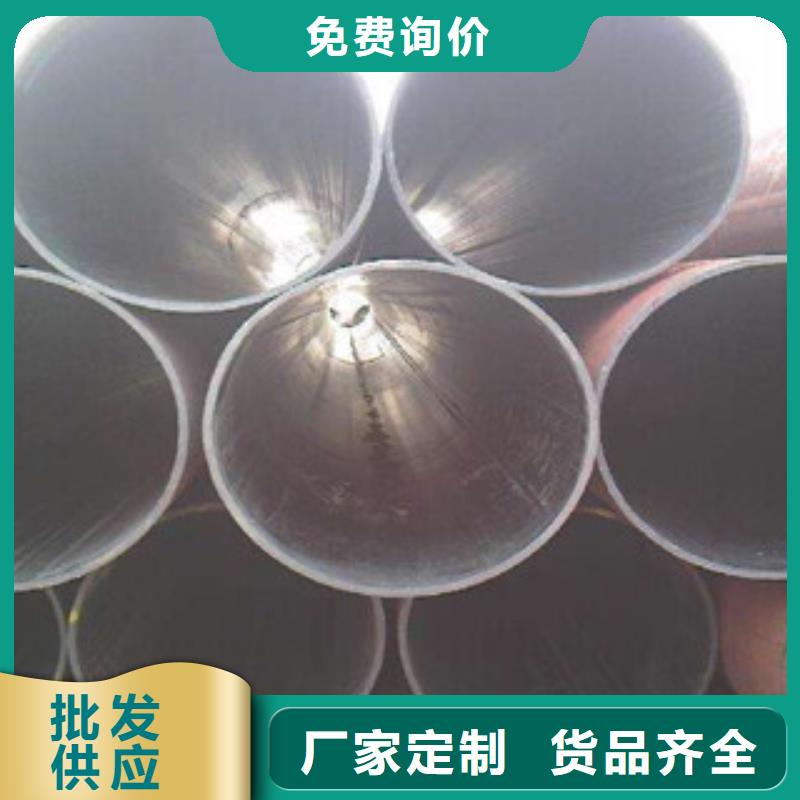
UOE法是生产大直径直缝焊管的主要方法。是以热轧厚钢板为原料,经过刨边、开坡口和预弯边等预处理工序后,依次进入U成型压力机和0成型压力机压制成管筒,经焊接后,对焊接管坯进行扩径的一种工艺。至今世界上已有这种成型焊管机组40多套。UOE制管法的O成型压力机吨位由20世纪50年代的18000t(180MN)发展到现在的60000t(600 MN)。随着压力机吨位的提高,UOE焊管也向大直径、大壁厚和高强度方向发展。我国有数家企业已建成UOE生产线,研制出具有国际先进水平的大直径高钢级的管线用钢管,满足国内管线建设的需要。但是UOE成型设备造价大,设备较多,维护量大。且在圆周方向用1%以下的压缩量制管时,边缘部分容易残留有直线段,得不到良好的管形。
