



文字的描绘可能无法完全捕捉【精密管】-流体管厂家工程施工案例产品的精髓,观看视频,让产品自己向您诉说它的故事。
以下是:【精密管】-流体管厂家工程施工案例的图文介绍
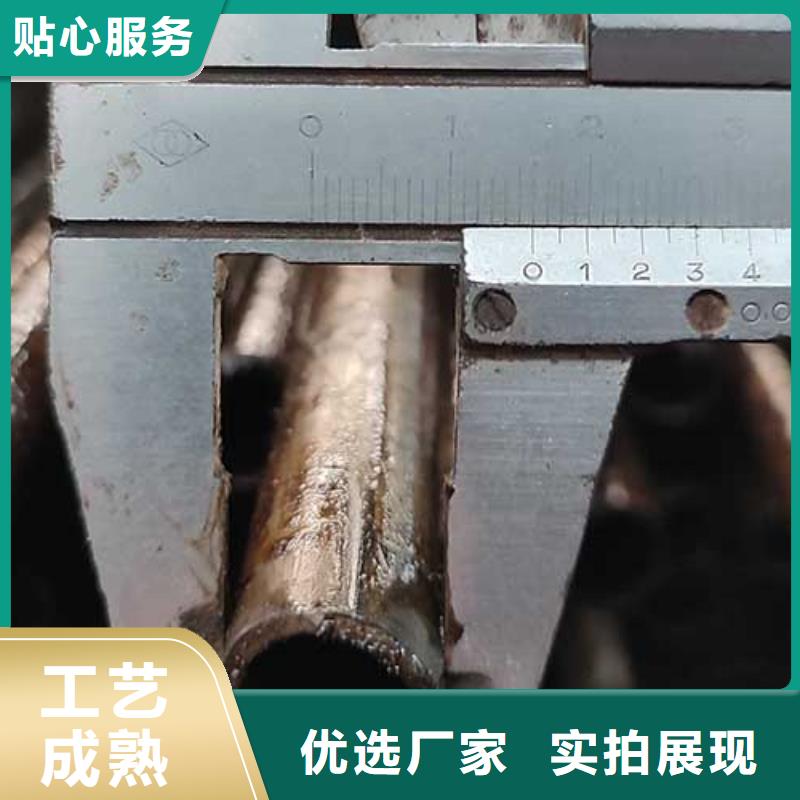
每种钢管在进行焊接的时候都会有一个参数标准,因为焊接就是根据这个标准进行的,包括其焊接的温度,以及加多少水进行冷却等。我们的精密钢管也有自己的焊接参数,只不过它的这种参数和其它的钢管有所不同。这个参数值比较大一些,因为我们的产品没有冷却这一个环节,所以数值相对来说就比较大。精密钢管的焊接参数。焊接电流和电弧电压对焊缝形状和焊接质量有着重要的影响,是重要的焊接参数。根据三丝埋弧焊工艺,五丝焊的焊接电流和电弧电压也是按照1丝大电流、小电压逐步过渡到5丝小电流、大电压的方式进行设置的。1丝的电流在焊接电源容量许可的情况下,尽可能选择大电流,以保证在获得足够熔深的情况下有较高的焊接速度。后随4根焊丝的电流按前一丝电流的70%~90%比例进行选择,坡口较大需要较多的焊丝熔敷金属时,选择比例上限;若需降低焊缝余高减少熔敷金属量时,选择比例的下限。切成单根钢管后,每批精密钢管都要进行严厉的首检准则,反省焊缝的力学功能,化学成份,溶合情况,钢管外表质量以及经由无损探伤查验,确保制督工艺及格后,才干正式投入出产。



保持精密钢管表面光泽的方法:精密钢管是由不同材料制成的,需要通过相关人员的合格检验才能出厂。精密钢管的用途非常广泛,其主要领域不仅是建筑业,它在我们的日常生活中无处不在。表面处理是影响精密钢管使用寿命的主要因素,下面我就给大家讲解一下精密 钢管表面处理具体操作方法有哪些。一、酸洗,一般用化学和电解两种方法做酸洗处理,管道防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处理。化学清洗虽然能使表面达到一定的清洁度和粗糙度,但其锚纹浅,而且易对环境造成污染。二、清洗,利用溶剂、乳剂清洗精密钢管表面,以达到去除油、油脂、灰尘、润滑剂和类似的有机物,但它不能去除精密钢管表面的锈、氧化皮、焊药等,因此在防腐生产中只作为辅助手段。三、工具除锈,主要使用钢丝刷等工具对精密钢管表面进行打磨,可以去除松动或翘起的氧化皮、铁锈、焊渣等。手动工具除锈能达到Sa2级,动力工具除锈可达到Sa3级,若精密钢管表面附着牢固的氧化铁皮,工具除锈效果不理想,达不到防腐施工要求的锚纹深度。四、喷(抛)射除锈,喷(抛)射除锈是通过大功率电机带动喷(抛)射叶片高速旋转,使钢砂、钢丸、铁丝段、矿物质等磨料在离心力作用下对精密钢管表面进行喷(抛)射处理,不仅可以彻底铁锈、氧化物和污物,而且精密钢管在磨料猛烈冲击和磨擦力的作用下,还能达到所需要的均匀粗糙度。喷(抛)射除锈后,不仅可以扩大管子表面的物理吸附作用,而且可以增强防腐层与管子表面的机械黏附作用。因此,喷(抛)射除锈是管道防腐的理想除锈方式。一般而言,喷丸(砂)除锈主要用于管子内表面处理,抛丸(砂)除锈主要用于管子外表面处理。采用喷(抛)射除锈应注意几个问题。除锈等级,对于精密钢管常用的环氧类、乙烯类、酚醛类等防腐涂料的施工工艺,一般要求精密钢管表面达到近白级(Sa2.5)。实践证明,采用这种除锈等级几乎可以除掉所有的氧化皮、锈和其他污物,锚纹深度达到40~100μm,充分满足防腐层与精密钢管的附着力要求,而喷(抛)射除锈工艺可用较低的运行费用和稳定可靠的质量达到近白级(Sa2.5)技术条件。



在未来,恒永兴金属材料销售 有限公司将继续做好 香港不锈钢管产品,发扬“超越自我、追求圆满”的企业精神,以“人人品管,技术争先,团结协作,求真务实。”的宗旨,不断进行经营改革和管理创新,增强企业的整体竞争力、凝聚力、创新力,来服务于社会。

