

为了让您更全面地了解我们的310S大口径不锈钢管厂家,货源足,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:310S大口径不锈钢管厂家,货源足的图文介绍


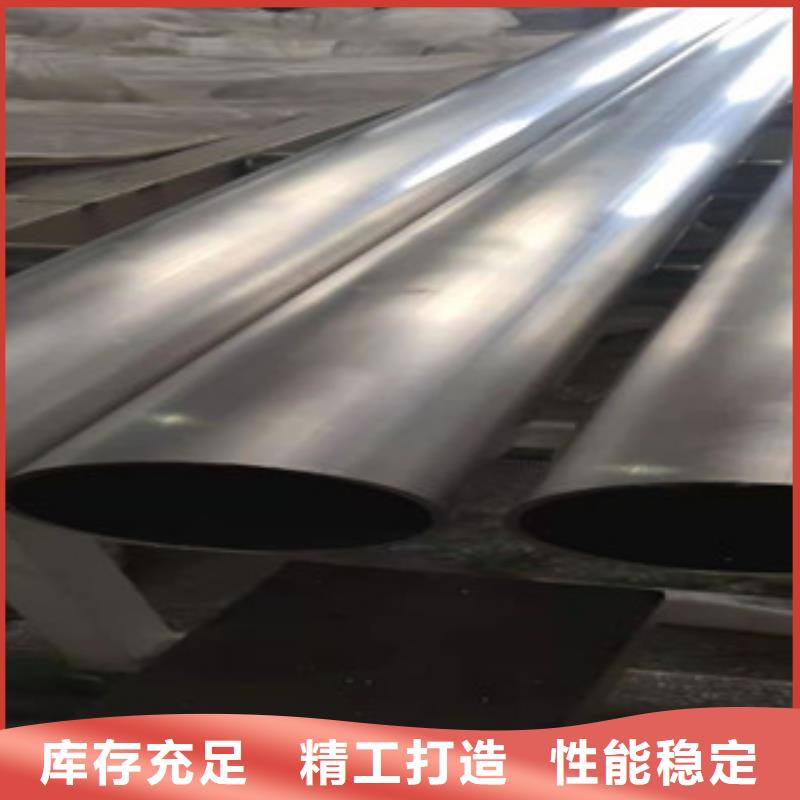
1、不锈钢管具有卓越的力学性能,超群的耐磨损性能,表面薄而致密的富铬氧化膜,使得不锈钢管在包括软水在内的所有水质中都具有良好的耐腐蚀性,即使埋地使用也有优良的耐蚀性。锈钢管能经受高达30米/秒的高速水流冲蚀,用在高水头电站的导流不锈钢管道,管口末端水速达到60米/秒以上,仍有100年以上的使用寿命。 2、不锈钢管抗拉强度大于530 N/mm ,是镀锌管的2倍,铜管的3-4倍,PPR管的8-10倍,而且具有良好的延展性和韧性,有利于节约水资源,外表美观、清洁、时尚,可回收再利用,安全卫生性能好,良好的耐温性能,保温性能较好,内壁光滑水阻小,可以在-270℃-400℃的温度下长期安全工作,无论是高温还是低温,都不会析出有害物质,材料性能相当稳定。 3、不锈钢管的保温性能是铜管的24倍,减少了热能损失,特别适合于热水输送,不会造成环境污染,绿色环保,有利于可持续发展,而且不锈钢废料也有很大的经济价值,安全无毒,无腐蚀和渗出物,无异味或混浊问题,不会对水质造成二次污染,保持水质纯净卫生,卫生安全性达到完全保证。



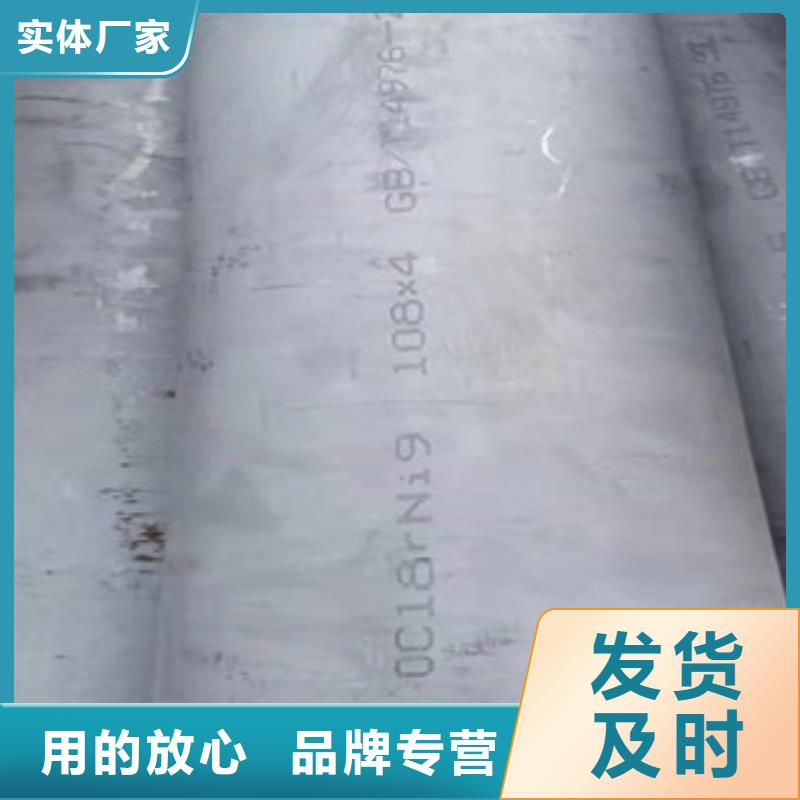
徐州福伟达管业有限公司注册资金800万元,占地面积近50亩,建筑面积达10000平方米。经过多年努力,公司已具备了可观的 316l不锈钢管生产能力和科技开发水平。公司 316l不锈钢管生产设备精良, 316l不锈钢管产品工艺可靠,检测手段齐全,企业管理严格,产品质量过硬。


日常生活中我们经常接触到不锈钢楼梯扶手、防盗窗、防盗门、还有不锈钢椅子,可是它们是怎么从一根根310S不锈钢管变成这些物品呢?焊接时有什么注意事项么?下面小编为您简单介绍下: 一、在采用垂直外特性的电源时,如果是直流电好采用正极性的,而且焊接310S不锈钢管好连接负极。 二、如果对于焊接的是比较薄的板材,使用310S不锈钢管的焊接方式,具有焊缝成型美观,焊接变形量小的特点。 三、在进行310S不锈钢管焊接的时候,其所保护的气体是氮气,要注意其纯度、焊接的电流、氮气所需要的电流、氮气的流量 四、对于钨丝极中所喷出的气体长度,以4mm左右为准,在一些角焊之后好以2mm为准。 五、在作业的时候为了减少310S不锈钢管焊接出现气孔的可能性,所以焊接部位如过有铁锈、油污等要清理干净。 六、在进行310S不锈钢管对接打底的时候,为减少底层焊道的背面被氧化的可能性,背面也需要实施气体保护。 七、为了保护310S不锈钢管在焊接的时候,氮气能落入到熔池当中,相关职业人员觉得钨极中线与焊接处工件一般应保持有一个倾斜度。



不锈钢无缝管过烧是怎样造成的:不锈钢管在焊接的状况下务必注意很多方面对焊接的危害,因为焊接的状况下温度的危害,很容易产生过烧情况,过烧具体表现为一切正常烧融整个过程被损坏,没有火焰溅出,对焊电总流量短路故障常见故障,顶锻后对焊毛刺凸起较髙,这产品的反射会减少,造成过烧的原因有: 由于工业设备上的原因使右轴杆的一切正常移动遭到危害,一切正常烧融整个过程遭受毁坏。不锈钢无缝管头尾两侧所有横剖面紧靠一起,给电总流量即造成短路故障常见故障;热轧带钢内螺纹有汽车机油,导电率不大好。 烧融速度和焊接工作标准电压调整不科学。烧融速度过快、焊接工作标准电压过低时,头尾两侧造成所有横剖面的不锈钢无缝管碰触,造成短路故障常见故障过烧;烧融速度很慢,焊接工作标准电压过高时,造成火焰时有时无溅出,断激烧融,不锈钢无缝管因过热而过烧。 顶锻整个过程完全通电总流量进行,没有断掉电总流量顶锻的整个过程時间,造成过烧。在对不锈钢无缝管进行焊接操作过程时造成的过烧,重要原因是受热時间过长造成的,因为管材的运用一定会经历焊接运用,因而大家在运用的状况下无须焊接的時间过长,停留久了便会危害管材的特点。



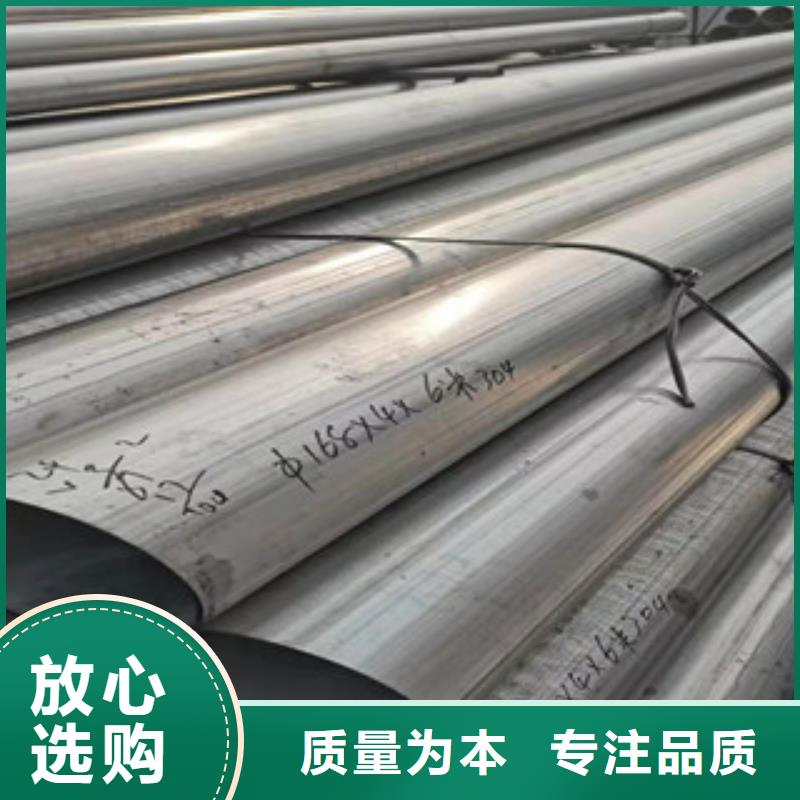
不锈钢管是圆钢的中空带,广泛应用于石油,化工,医药,食品,轻工,机械仪表等工业管道和机械结构部件。另外,当弯曲和扭转强度相同时,重量轻,因此它也广泛用于机械零件和工程结构的制造。 也用作家具和厨具。 1。肘部的皱纹问题也与肘部的角度有关。角度越大,越容易起皱; 2。弯头模具的精度和模具伸缩夹具上下公差的 刻度将导致起皱程度; 淄博不锈钢管 3,存在管子硬度的问题,硬度的选择稍微柔软一些。 如果太软,很容易起皱,但如果硬度太高,则不易加工。 所以这个软硬必须妥善处理; 4。在弯曲过程中圆管和方管之间也存在差异。管壁的厚度也影响管的弯曲。弯管具有安全的厚度,在安全厚度范围内容易出现问题。
