



不要满足于简单的文字描述,点击我们的35CrMo无缝钢管销售电话产品视频,让每一个细节都跃然屏上,为您带来前所未有的视觉体验。
以下是:35CrMo无缝钢管销售电话的图文介绍

冷拔无缝管的生产工艺是什么
冷轧、冷拔无缝管是两种无缝管生产工艺,还可采用冷轧、冷拔、冷拔、冷轧混合生产。采用冷拔工艺,有设备简单、投资少、操作维护容易等优点。但缺点是中间工序多、成材率低。采用冷轧工艺设备比较复杂,投资多,但可减少中间工序,提高成材率,无缝钢管产品尺寸、钢管表面精度很高,特别适合高精密无缝钢管和极薄壁精密无缝管的生产。
由于受轧机轧辊孔型数量和成本的限制,成品规格不能太多;冷轧和冷拔联合生产工艺生产的成品,具有钢管质量好,加工周期时间短,减少中间脱脂、热处理、缩头、矫直等工序,节省能源,减少金属消耗,较少原料规格等优点。
冷拔钢管管坯酸洗可采用**、**、混合酸、 等。碳素结构钢管管坯和合金结构无缝钢管管坯宜用**酸洗,优质碳素结构钢管和优质合金结构钢精密无缝管管坯宜用**酸洗,含铬 Cr和镍 Ni较高的高合金无缝钢管宜采用**、**、和硝酸的混合酸酸洗,奥氏体不锈钢管宜用 酸洗。
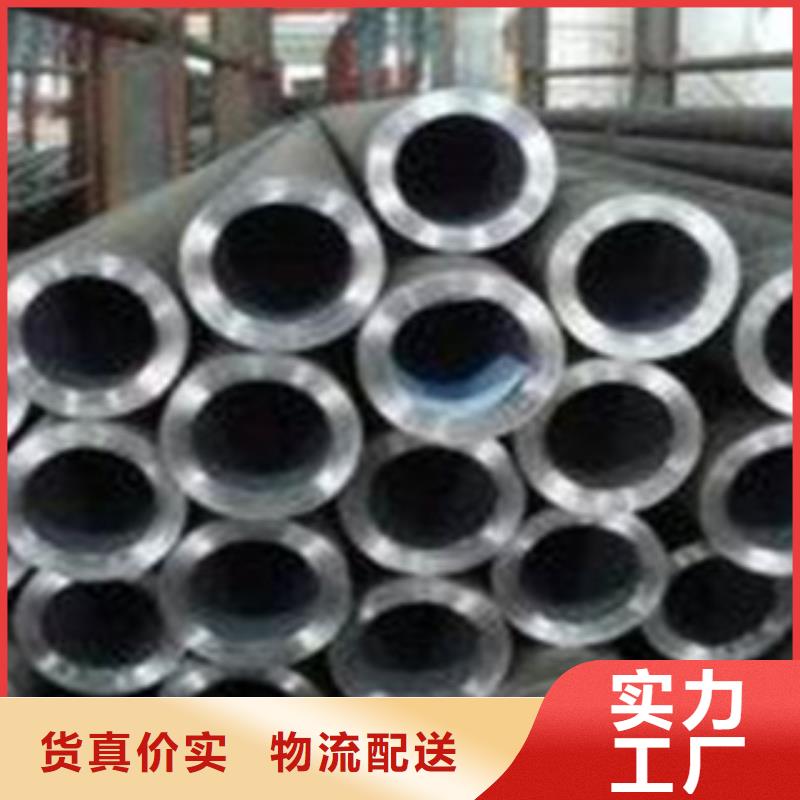
冷拔精密无缝钢管是用于机械结构、液压设备的尺寸精度高和表面光洁度好的精密冷拔无缝管。选用精密无缝管制造机械结构或液压设备等,可以大大节约机械加工工时,提高材料利用率,同时有利于提高产品质量。


无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成,45无缝钢管属钢材中的一种材质,属优质碳素结构钢,大量的模具生产公司会用到,做模具钢使用。无缝钢管用优质碳素钢或合金钢制成,有热轧、冷轧(拔)之分。焊接钢管是由卷成管形的钢板以对缝或螺旋缝焊接而成,在制造方法上,又分为低压流体输送用焊接钢管、螺旋缝电焊钢管、直接卷焊钢管、电焊管等。无缝钢管可用于各种液体、气体管道等。焊接管道可用于输水管道、煤气管道、暖气管道等。从口径看,<φ76的,占35%,<φ159-650的,占25%。从品种看,一般用途管190万吨,占54%;石油管76万吨,占5.7%;液压支柱、精密管15万吨,占4.3%;不锈管、轴承管、汽车管共5万吨,占1.4%。
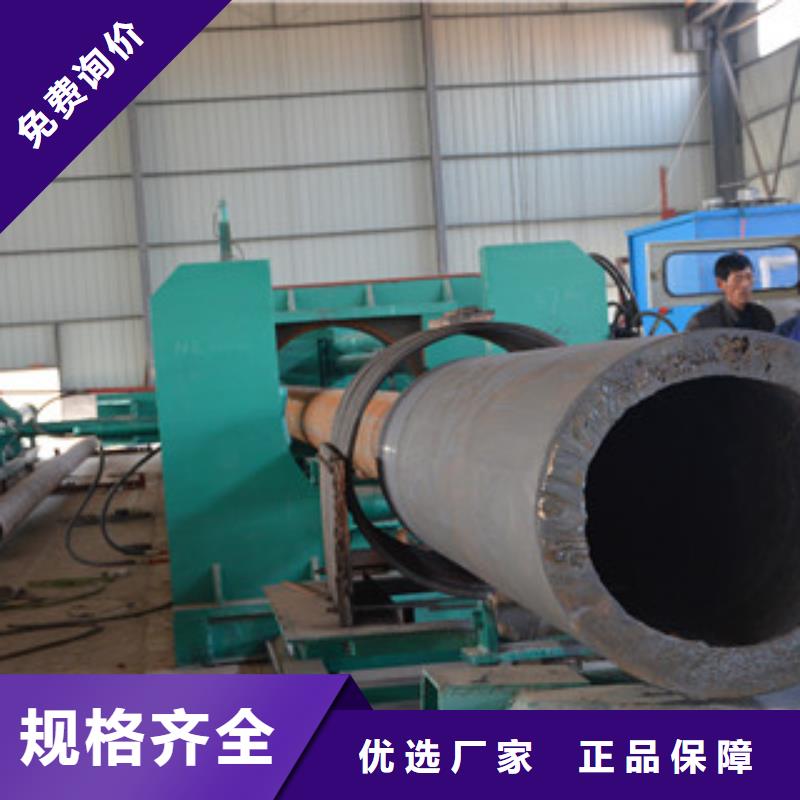
轧制无缝钢管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200℃。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。
轧制无缝钢管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200℃。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。



目前我国大口径无缝钢管,主要生产工艺为热轧大口径无缝钢管和热扩大口径无缝钢管,热扩无缝钢管 规格为325mm-1220mm厚为120mm,热扩无缝钢管可生产非国标的尺寸,热扩无缝管就是我们常说的热扩管,密度比较低但是收缩很强的钢管用斜轧法或拉拔法扩 大管材直径的一 种荒管精轧工序。在较短的时间内使钢管增粗,可生产非标,特殊型号的无缝管,且成本低,生产效率高,是目前国际轧管领域的发展趋势。
GB5310(高压锅炉用无缝钢管)上规定外径大于或等于76mm,且壁厚≥14mm的钢管应在20℃进行夏比V型纵向冲击试验;三个试样冲击功的平均值应不低于40J,允许一个试样的冲击功低于平均值,但不低于平均值的70%。外径>219.1mm,且壁厚≥25mm的钢管可用横向力学性能试验代替纵向力学性能试验。在20℃进行夏比V型横向冲击试验,大口径管做横向力学性能试验要方便一些 。
GB5310(高压锅炉用无缝钢管)上规定外径大于或等于76mm,且壁厚≥14mm的钢管应在20℃进行夏比V型纵向冲击试验;三个试样冲击功的平均值应不低于40J,允许一个试样的冲击功低于平均值,但不低于平均值的70%。外径>219.1mm,且壁厚≥25mm的钢管可用横向力学性能试验代替纵向力学性能试验。在20℃进行夏比V型横向冲击试验,大口径管做横向力学性能试验要方便一些 。

钢兴钢管 有限公司是一家专业从事 贵州黔西南大口径钢管的专业公司,有着多年 贵州黔西南大口径钢管行业经验。欢迎新老客户电来咨询!我们本着“科技为本,质量取胜,客户至上”的经营理念,致力于为顾客提供专业的服务。钢兴钢管 有限公司真诚期望与您的合作!


