

想要一睹进口Hardox400耐磨板加工优惠产品的风采吗?这个视频将用直接的方式展示产品的卓越性能,保证让您大饱眼福。
以下是:进口Hardox400耐磨板加工优惠的图文介绍
展望未来,融拓金属材料有限公司将继续坚持以“的 广东佛山合金圆钢产品与周到的服务”为核心,清晰的展现发展蓝图!我们相信有您的支持我们会做的更好!

坡口角度很小的埋弧焊称为窄间隙埋弧焊。窄间隙埋弧焊的坡口面角一般为1-4,在复合耐磨板进行窄间隙埋弧焊的过程中,坡口面角随着焊缝收缩也相应地缩小到接近零度,使坡口变成具有一定宽度的间隙,此间隙宽度略大于导电嘴的宽度。 窄间隙埋弧焊一般焊接复合耐磨板,厚度为350mm,间隙尺寸为18-25mm。复合耐磨板窄间隙埋弧焊具有下列优点:坡口窄小,熔敷金属量小,节省焊丝、焊剂、电能和工时。焊头自动跟踪焊缝,与一般埋弧自动焊相比,可避免人工调节焊头偏差引起的焊接缺陷,所以窄间隙埋弧焊性能可靠能确保焊接质量。 窄间隙埋弧焊采用脱渣性好的细颗粒焊剂,自动回收焊剂,焊工避免了清渣和筛选焊剂的工序。窄间隙埋弧焊采用线能量较小的焊接规范,改善了焊接接头的力学性能。由于复合耐磨板的坡口窄小,使焊接应力小和焊接接头综合力学性能良好,了焊接接头的抗裂性能。 焊缝中的热裂纹由于双金属耐磨板的含碳量及合金元素含量都较高,其结晶温度区间较大、偏析较严重,因而具有较大的热裂倾向。热裂纹经常出现在条焊道弧坑和凹形角焊缝中。为防止热裂纹,在选择焊接材料时,应尽量选用含碳量低,含S、P杂质少的填充金属【一般控制w(C)在0.15%以下,不超过0.25%,w(S)和w(P)均不超过0.03%-0.035%】,焊接时必须填满弧坑和保证良好的焊缝成形。

埋弧焊的工作原理:埋弧焊的电弧是掩埋在颗粒状焊剂下面的。当焊丝和耐磨衬板之间引燃电弧,电弧热使衬板、焊丝和焊剂融化以致部分蒸发,金属和焊剂的蒸发气体形成了一个气泡;电弧就在这个气泡内燃烧。气泡的上部被一层烧化了的焊剂一熔渣所构成的外膜所包围,这层外膜不仅很好地隔了空气与电弧和溶池的,而且使有碍操作的弧光辐射不再散发出来。 埋弧焊接耐磨衬板中,焊剂的存在不仅能隔开熔化金属与空气的,而且使熔池金属较慢的凝固;了焊缝中产生气孔、裂纹等缺陷的可能性。埋弧焊接耐磨衬板的特点:生产效率高这是因为,一方面焊丝导电长度缩短,电流和电流密度,因此电弧的熔深能力和耐磨衬板的熔敷率都大大。 另一方面,由于焊剂和熔渣的隔热作用,电弧基本上没有的辐射散失,飞溅也小。因而使埋弧焊的焊接速度大大。焊缝质量高因为熔渣隔绝空气的保护效果好,电弧区主要成分是CO,焊缝金属中含氮量、含氧量大大降低。劳动条件好除减轻了手工焊操作的劳动强度外,埋弧焊主要适用于耐磨衬板的水平面长焊缝焊接,且焊丝埋在焊剂层下,没有烟尘,也没有弧光辐射。 焊剂是焊接双金属耐磨板时,能够熔化形成熔渣和气体,对熔化金属起保护和冶金处理作用的一种颗粒状物质,具有类似焊条药皮作用的焊接消耗材料。主要是由矿物类材料和少部分的脱氧剂、合金剂组成。焊剂应具有良好的冶金性能焊剂配以适宜的焊丝,选用合理的焊接参数,使焊缝金属具有适宜的化学成分和良好的力学性能,以满足双金属耐磨板的设计要求,同时,焊剂还应有较强的抗气孔和抗裂纹能力。


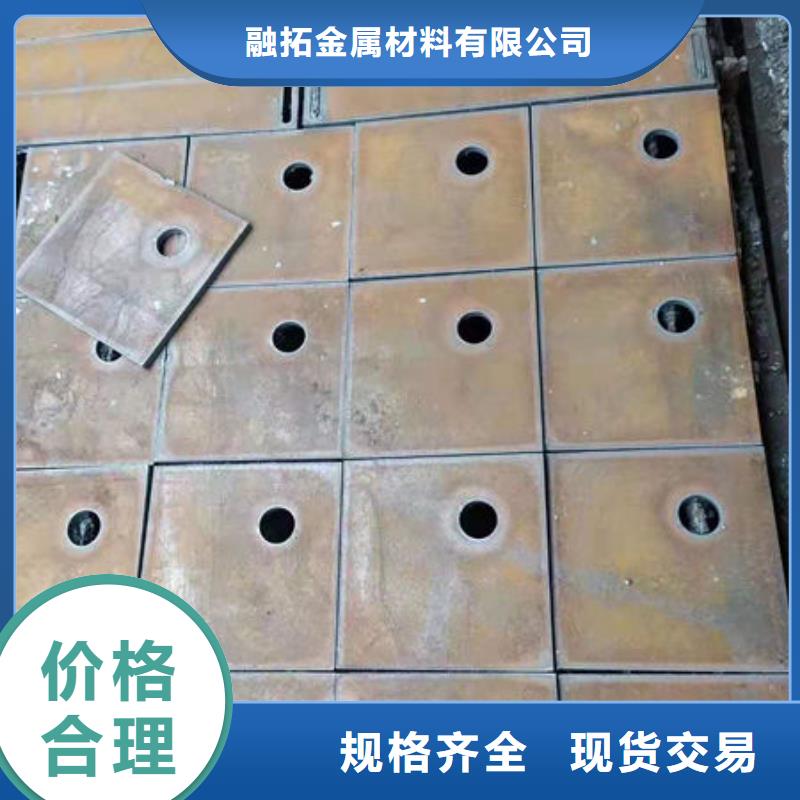
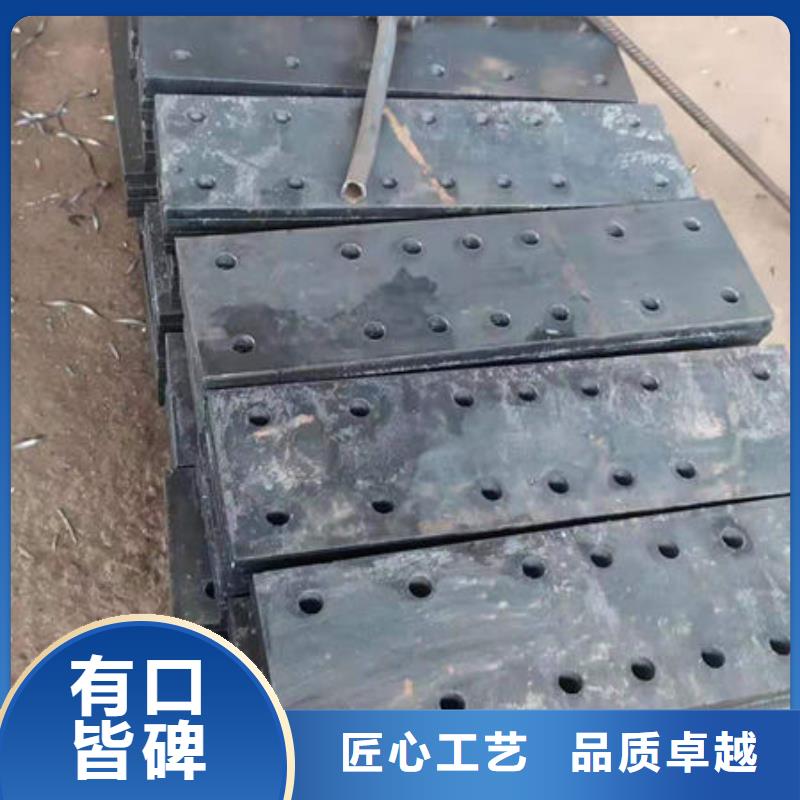
本文重点研究30CrNiMo8合金钢在切削加工时的工件、切屑和上的温度分布和切削力.基于材料变形的弹塑性理论、热力耦合理论以及Usui磨损模型,采用有限元分析DEFORM-3D建立了JCook材料本构模型,修改摩擦类型、定义切屑。 碳化铬耐磨板是在韧性、塑性很好的普通低碳钢或者低合金钢表面通过堆焊方法复合一定厚度的硬度较高、耐磨性优良的耐磨层而制成的钢板。材产品。碳化铬耐磨板主要由低碳钢板和合金耐磨层两部分组成,耐磨层的特性主要以下三点:1:耐磨层一般占总厚度的1/3~1/2。 工作时由基体提供抵抗外力的强度、韧性和塑性等综合性能,由耐磨层提供满足工况需求的耐磨性能。2:碳化铬耐磨板的耐磨层主要以铬合金为主,同时还添加锰、钼、铌、镍等其他合金成分,金相组织中碳化物呈纤维状分布,纤维方向与表面垂直。 3:碳化铬耐磨板具有很高耐磨性能和较好冲击性能,能够进行切割、弯曲、焊接等,可采取焊接、塞焊、螺栓连接等方式与其他结构进行连接,在维修过程中具有省时、方便等特点.推广后,已广泛应用于冶金、煤炭、水泥、电力、玻璃、矿山、建材、砖瓦等行业,与其他材料相比,有很高的性价比,已经受到越来越多行业和厂家的青睐。



