
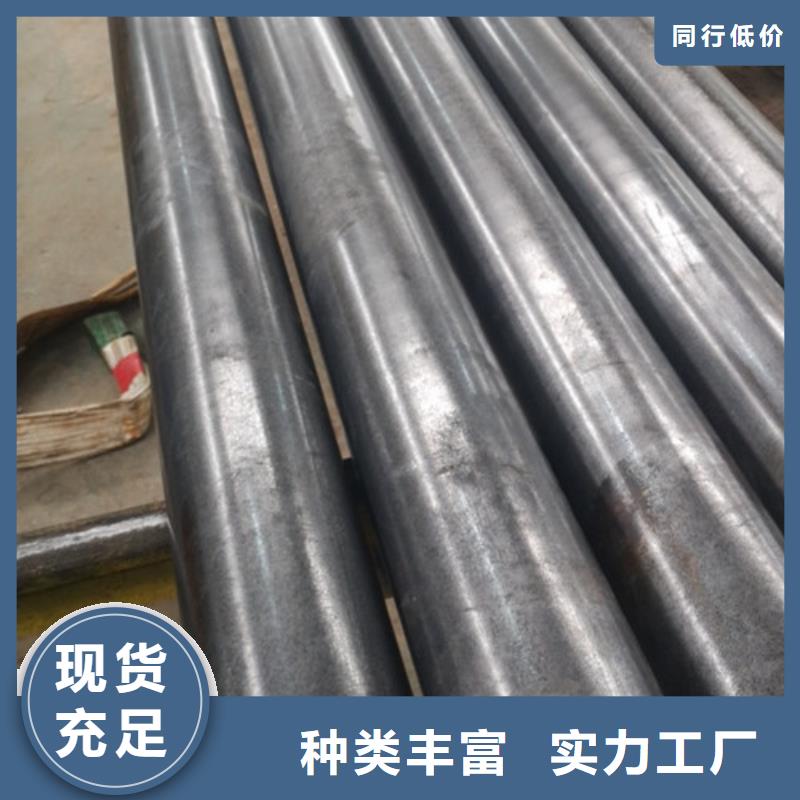


机械生产中轿车、机械配件、精密仪器等用对钢管的精度、光洁度有很高请求的机械。如今的45#冷拔管用户不仅对精度请求高、一起对光洁度请求也很高,因精细亮光无缝钢管精度高,公差能保持在2--8丝,所以很多机械加工用户为了节约工、料、时的损耗,用料将由无缝钢管或许圆钢正渐渐的转变为精细亮光无缝钢管.
标准是经济和社会发展的重要技术基础,推进行业标准化往往会对产业革命产生意想不到的影响。以本次稽查活动为契机,一方面可以对当前钢管企业的贯标情况有个清晰的认识;另一方面也可以对新国标落实过程中企业遇到的问题有个深入了解,有助于加速钢管新国标在全行业的落实。
短期来看,钢管新国标的执行会在一定程度上增加企业的生产成本,但由此钢管的寿命却大幅提高。更为重要的是,在设定了工艺“底线”后,有助于整个钢管行业工艺水平的创新和突破。总之,对于整个行业而言,只有规范化、标准化生产,才能在市场竞争中占据一席之地。本次“寻找中国好钢管,新国标中国落地核查行动”只是落实新国标的一个推进器。未来,践行新国标依然需要钢管行业企业的集体参与,才能迎来质的飞跃。


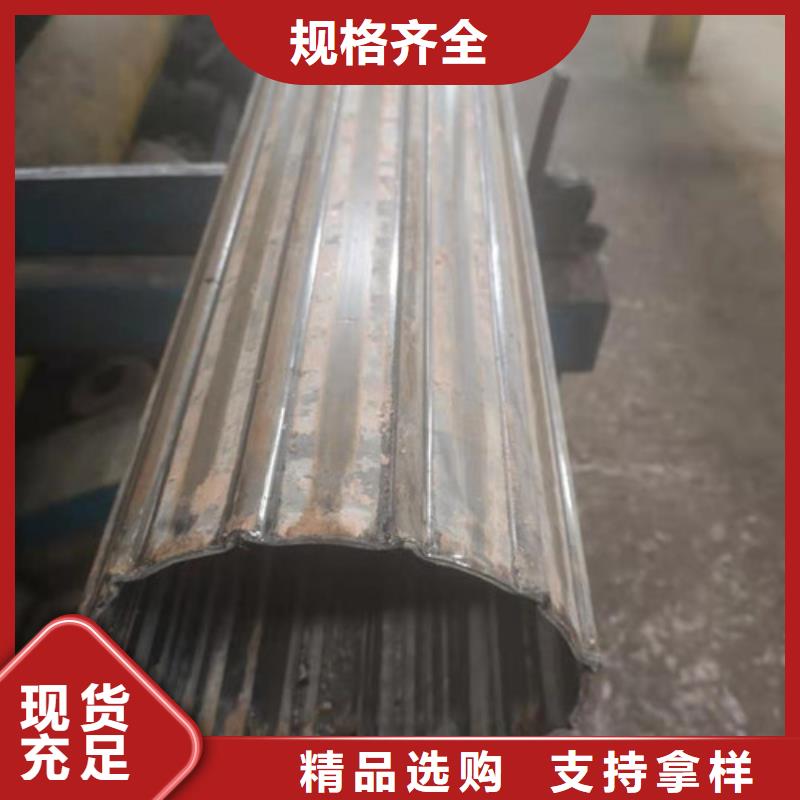
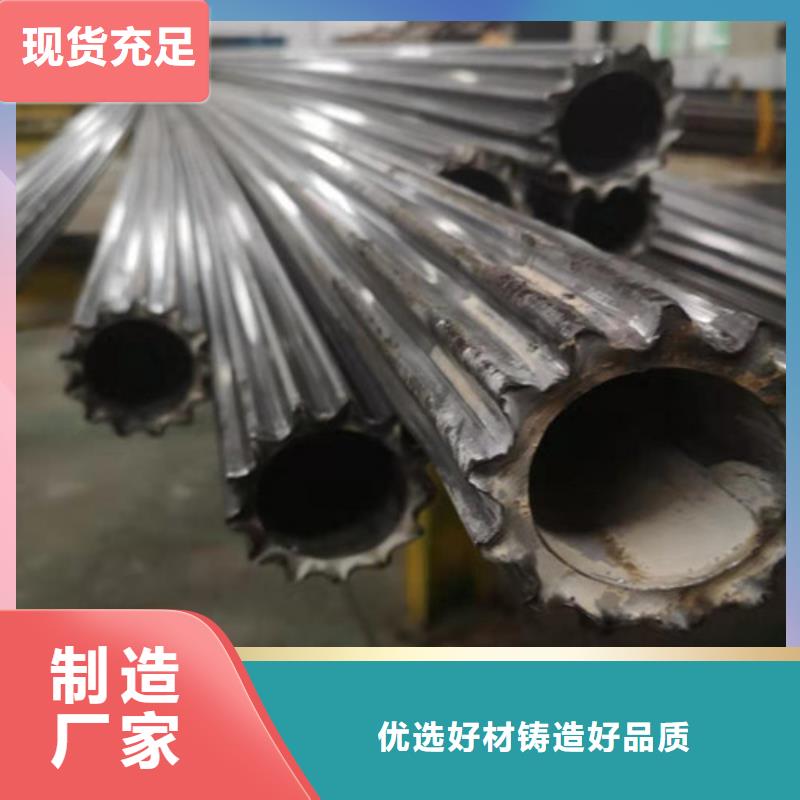
一般的冷拔管的生产工艺可以分为冷拔与热轧两种,冷轧冷拔管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到响应的标准。外观上冷轧冷拔管要短于热轧冷拔管,冷轧冷拔管的壁厚一般比热轧冷拔管要小,但是表面看起来比厚壁冷拔管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。



精拉管业有限公司依靠科技求发展,满足各类 宁夏冷拉管客户的需求,是我们始终不变的追求。“诚信精致,有效创新”是企业长期发展所坚持的核心理念。我们的目标:在 宁夏冷拉管为您提供有效的解决方案;只有的品质,才能创造高品质的 宁夏冷拉管,让你我携手,把握机遇。


工艺:冷拔管中的Cr、Mo、V等强烈的碳化物形成元素有使接头过热区产生再热裂纹的倾向。坡口机加工后(焊接前)MT检查,无裂纹、无缺陷,焊前坡口及周围表面清理(油污、除锈等)至见金属光泽;坡口装配避免强制组对。
焊接前整体或局部预热,焊缝两边各150mm范围内保证预热温度250~300度;层间温度应在预热温度控制范围内。
GTAW(纯Ar气体保护):建议采用TIG-R31(含V)焊丝,直径2.5mm,电流100~140A。如果有一定壁厚,管径不是很小的话,建议采取GTAW+SMAW。SMAW:焊条采用R337,规格可以按实际情况来定。焊接完成后清理飞溅,加热至350~450℃,保温并缓冷的后热措施。12Cr1MoV 采用相应成分的耐热钢焊条,如R310、R312、R317、R316Fe,焊前预热250~350℃,焊后回火处理710~750℃。焊补缺陷或焊后不能进行热处理时,也可采用奥氏体钢焊条,如A302、A307。这时,由于焊缝与母材膨胀系数不同,同时在长期高温工作时还可发生碳的扩散迁移现象,而易于导致在融合区发生破坏。



