

一分钟的时间,对于了解我们的Q235B冷弯C型钢价格厂家现货产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
以下是:Q235B冷弯C型钢价格厂家现货的图文介绍

湖北方管厂家,选好的好选择,质量保证,价格优惠,厂家直销,诚信至上,国耀宏业钢铁有限公司期待您的光临,欢迎来电详谈,量大从优。


预计14年钢厂后结模式或将成为常态。另外,班子也确定了14年的发展模式,经济保持在低速稳增长模式。环保方面,在与的双重加码下,新的一年措施将,钢铁业产能过剩将得到实质性的缓解,同时作为其中一员的市场也使得我们有“机”可待。
本周国产矿市场延续弱势。终端行业依旧低迷,需求难有实质性好转,钢厂无冬储计划,维持随用随采策略,导致中间商利润薄,不少已经离市进入放假节奏。有价无市行情愈发明显,大厂苦于库存难以消耗,小厂苦于难以及及时回笼资金。
下游采购比较谨慎,部分库提价格进一步下移,z型钢提价格已相差无几,市场心态悲观。综合考虑,预计近期偏弱运行。周边地区弱势不改,下挫本地商家心,加之本地天气严寒,终端需求迟迟不见好转,市场情绪悲观,对于后市,商家认为仍有下跌可能。
消息面,据中钢协统计:11月上旬重点钢企粗钢日产163.5万吨,旬环比下降3万吨,降幅1.82%;上旬末重点企业钢材库存1399.8万吨,旬环比下降14.5万吨,降幅1.03%,产能有所下降,然在目前供需两弱的局面短期难改善下,z型钢商家心态依旧谨慎。
预计短期生铁市场继续偏弱运行。31日焦炭价格稳中有跌,市场成交情况不佳。z型钢行情低迷难改,钢厂利润不断压缩,厂家对原料力度增强,不断提出降价诉求,而焦化厂虽库存稀少,但钢企态度坚决,厂家也只能接受,河北、山西等地市场价小幅走低。
而华东地区价格则相对,主要是因为当地焦企开工率较低,焦炭资源相对紧缺,厂家惜售心理较强,另钢企库存不大,z型钢为保证到货量也不敢贸然降价,预计短期焦炭价格将维持稳中偏弱运行。需要指出的是,前期螺纹钢多头主力永安席位在本轮下跌过程中,亦曾数次尝试做多。
本周国产矿市场延续弱势。终端行业依旧低迷,需求难有实质性好转,钢厂无冬储计划,维持随用随采策略,导致中间商利润薄,不少已经离市进入放假节奏。有价无市行情愈发明显,大厂苦于库存难以消耗,小厂苦于难以及及时回笼资金。
下游采购比较谨慎,部分库提价格进一步下移,z型钢提价格已相差无几,市场心态悲观。综合考虑,预计近期偏弱运行。周边地区弱势不改,下挫本地商家心,加之本地天气严寒,终端需求迟迟不见好转,市场情绪悲观,对于后市,商家认为仍有下跌可能。
消息面,据中钢协统计:11月上旬重点钢企粗钢日产163.5万吨,旬环比下降3万吨,降幅1.82%;上旬末重点企业钢材库存1399.8万吨,旬环比下降14.5万吨,降幅1.03%,产能有所下降,然在目前供需两弱的局面短期难改善下,z型钢商家心态依旧谨慎。
预计短期生铁市场继续偏弱运行。31日焦炭价格稳中有跌,市场成交情况不佳。z型钢行情低迷难改,钢厂利润不断压缩,厂家对原料力度增强,不断提出降价诉求,而焦化厂虽库存稀少,但钢企态度坚决,厂家也只能接受,河北、山西等地市场价小幅走低。
而华东地区价格则相对,主要是因为当地焦企开工率较低,焦炭资源相对紧缺,厂家惜售心理较强,另钢企库存不大,z型钢为保证到货量也不敢贸然降价,预计短期焦炭价格将维持稳中偏弱运行。需要指出的是,前期螺纹钢多头主力永安席位在本轮下跌过程中,亦曾数次尝试做多。



无论是哪一种冷弯型钢,在轧制的时候会发生变形,一方面是塑性变形,还有一方面是弹性变形。金属晶体在外受外力时发作歪扭和拉长,当外力未超越原子间的结合力时,去掉外力之后晶格便会由变形的状况康复到原始状况,也是未超越金属本弹性极限的变形叫做金属的弹性变性。
当加在金属晶体上的外力超越其弹性极限时,去掉外力之后歪扭的晶格和破碎晶粒不能康复到原始状况,这种变形叫做塑性变形,从而形成了我们所需的不同规格形状的冷弯型钢。
用户不同,对于C型钢壁的厚度要求也是不同的,如果要同时满足这些要求的话,所选用的C型钢生产工艺和设备非常关键。一般了冷轧方式是难以生产出高品质的C型钢,因此得用C型钢机来完成。
材料从C型钢机的尾部进入之后,经过各种压辊的压制,然后从头部输出成型后的C型钢。这不仅使得必要的生产加工工艺得到了极大的优化,同时提高了生产下来,还能保证C型钢产品具有均匀的壁厚和复杂的界面形状。
为了达到准确的壁厚,C型钢机在压制C型钢的时候,使用的模具是由一个精准的上模和一些大小规格尺寸相同的下模构成的。在加工之前将它们安装到位,不仅要保证上模与下模能够顺利的,还得确保四周边间隙均匀,这样压制的C型钢才能壁厚均匀。
C型钢加工的时候,模具安装及主机试车,然后开启空气压缩机、真空泵、挤出机、切瓦机、放料机、压瓦机、主机及瓦托输送机;泊车时,先休止挤出机,再休止其余设备。
在设备使用前,要检查各处连接是否牢靠,安装螺栓、螺母是否拧紧,左右机箱内应加足润滑机油,才能通电启念头器进行试车。挤出机挤出的泥坯,经切割机切成定长,由滚子输送机送至压瓦机,由装料器按划定程序送至下模,C型钢机压出的瓦坯在工作台转位后,由卸瓦机的真空吸盘吸取并转位放置在输送线的瓦托上。
当加在金属晶体上的外力超越其弹性极限时,去掉外力之后歪扭的晶格和破碎晶粒不能康复到原始状况,这种变形叫做塑性变形,从而形成了我们所需的不同规格形状的冷弯型钢。
用户不同,对于C型钢壁的厚度要求也是不同的,如果要同时满足这些要求的话,所选用的C型钢生产工艺和设备非常关键。一般了冷轧方式是难以生产出高品质的C型钢,因此得用C型钢机来完成。
材料从C型钢机的尾部进入之后,经过各种压辊的压制,然后从头部输出成型后的C型钢。这不仅使得必要的生产加工工艺得到了极大的优化,同时提高了生产下来,还能保证C型钢产品具有均匀的壁厚和复杂的界面形状。
为了达到准确的壁厚,C型钢机在压制C型钢的时候,使用的模具是由一个精准的上模和一些大小规格尺寸相同的下模构成的。在加工之前将它们安装到位,不仅要保证上模与下模能够顺利的,还得确保四周边间隙均匀,这样压制的C型钢才能壁厚均匀。
C型钢加工的时候,模具安装及主机试车,然后开启空气压缩机、真空泵、挤出机、切瓦机、放料机、压瓦机、主机及瓦托输送机;泊车时,先休止挤出机,再休止其余设备。
在设备使用前,要检查各处连接是否牢靠,安装螺栓、螺母是否拧紧,左右机箱内应加足润滑机油,才能通电启念头器进行试车。挤出机挤出的泥坯,经切割机切成定长,由滚子输送机送至压瓦机,由装料器按划定程序送至下模,C型钢机压出的瓦坯在工作台转位后,由卸瓦机的真空吸盘吸取并转位放置在输送线的瓦托上。


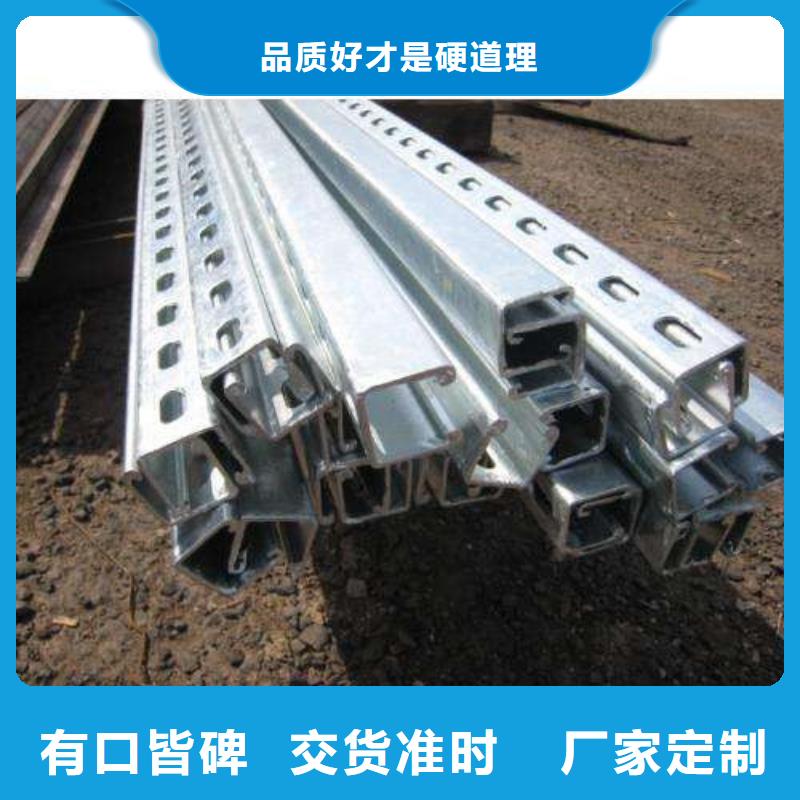
镀锌C型钢目前钢的主要产品之一。它直接用于各个领域,以确保生产和生活不受其影响。到目前为止,人们主要是因为C型钢的质量问题而选择C型钢,以减少选择劣质钢的可能性。小编将为读者分析镀锌C型钢的细节。
细节一:钢表面
优质C型钢的表面是一面镜子,上面不会有凹坑或颗粒。如果出现这种情况,说明所用材料中杂质较多,直接影响C型钢的质量。因此,人们不能选择镀锌C型钢,否则会造成各种使用故障,增加人们的生产成本。
细节二:厚度
在选择C型钢时,人们需要根据实际需要选择C型钢。因为C型钢的厚度直接影响其承载力。在大型建筑中,人们需要具有优良承载力的C型钢时,必须选用厚壁钢。如果选用壁厚较薄的C型钢,它将完全不能承受相应的重量,这将增加事故发生的可能性。
只要我们注意以上两个细节,就可以保证实际效果不受影响。
流程1:进料
送料是将生产C型钢所需的材料放入相应的送料机中,将材料输送到相应的生产设备,生产出优质的C型钢。送料是生产镀锌C型钢的先决条件,直接影响后续工序。因此,在卸料时,要选择好原材料,保证C型钢的质量不受影响。
过程2:成型
成形是镀锌C型钢生产中的一个关键环节。因为成型意味着C型钢的形状已经出现,并且可以保证后续加工直接作用于成型钢,从而进一步增强其性能。
镀锌C型钢经其它环节加工后,具有自身的性能,并可根据实际效果进行切断,以保证C型钢在各个领域的应用。



