您的位置>首页 >黔东南当地产品频道 >
DN450不锈钢焊管生产厂家-发货及时
更新时间: 2025-01-14 03:55:49 浏览次数:8
以下是:DN450不锈钢焊管生产厂家-发货及时的产品参数
| 产品参数 |
|---|
| 产品价格 | 8.5/kg |
|---|
| 发货期限 | 1-3 |
|---|
| 供货总量 | 8888888 |
|---|
| 运费说明 | 包邮 |
|---|
| 最小起订 | 1支 |
|---|
| 质量等级 | 优级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品品牌 | 惠宁 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 山东 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 工业等级 |
|---|
| 质保时间 | 1年 |
|---|
| 外形尺寸 | 齐全 |
|---|
| 适用领域 | 化工管道 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 已认证 |
|---|
| 产品功率 | 国标 |
|---|
| 工作温度 | 国标 |
|---|
以下是:DN450不锈钢焊管生产厂家-发货及时的图文视频
导读 您是想要在贵州省黔东南市采购高质量的DN450不锈钢焊管生产厂家-发货及时产品吗?惠宁金属制品有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的DN450不锈钢焊管生产厂家-发货及时产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:李经理-18865237376,QQ:243000078,地址:《聊城经济开发区发货到贵州省 黔东南市 凯里市、黄平县、施秉县、三穗县、镇远县、岑巩县、天柱县、锦屏县、剑河县、黎平县、榕江县、从江县、雷山县、麻江县、丹寨县》。 贵州省,黔东南苗族侗族自治州 黔东南苗族侗族自治州是全国苗族侗族人口集中的地区,被誉为生态之州、歌舞之州、神奇之州,各族人民在这片民族文化沃土躬耕垄亩,是世界乡土文化基金会确定的18个生态文化保护圈之一,侗族大歌被列为世界非物质文化遗产,苗族服饰、古歌、银饰等53项72个保护点列入非物质文化遗产名录。?阳河、云台山、雷公山等自然景区山水秀美风光独特,镇远古城、西江千户苗寨、肇兴千户侗寨、下司古镇等文化景区历史悠久。2019年12月,民委命名黔东南苗族侗族自治州为“全国民族团结进步示范州”。2020年6月,经中央依法治国委入选为批全国法治政府建设示范地区和项目名单。
DN450不锈钢焊管生产厂家-发货及时视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:DN450不锈钢焊管生产厂家-发货及时的图文介绍
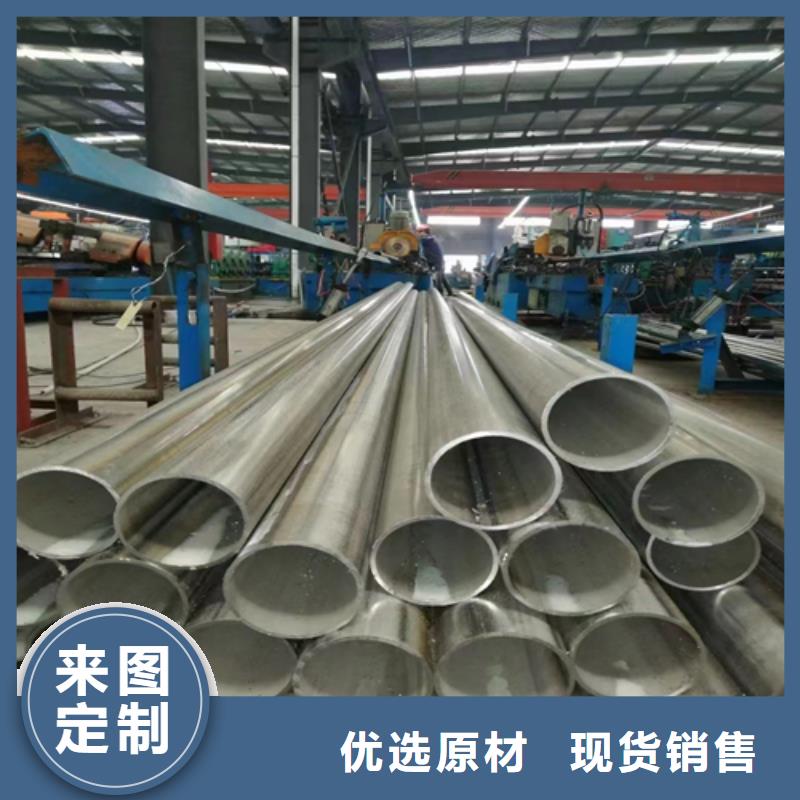
贵州黔东南不锈钢焊管 316L不锈钢焊管批发不锈钢表面处理的常识(二)
表面着色处理
不锈钢着色不仅赋予不锈钢制品各种颜色,增加产品的花色品种,而且提高产品耐磨性和耐腐蚀性。不锈钢着色方法有如下几种:1、化学氧化着色法;2、电化学氧化着色法; 3、离子沉积氧化物着色法;4、高温氧化着色法;5、气相裂解着色法。各种方法简单概况如下:1、化学氧化着色法
就是在特定溶液中,通过化学氧化形成膜的颜色,有重铬酸盐法、混合钠盐法、硫化法、酸性氧化法和碱性氧化法。一般“茵科法”(INCO)使用较多,不过要想保证一批产品色泽一致的话,必须用参比电极来控制。2、电化学着色法是在特定溶液中,通过电化学氧化形成膜的颜色。3、离子沉积氧化物着色法化学法


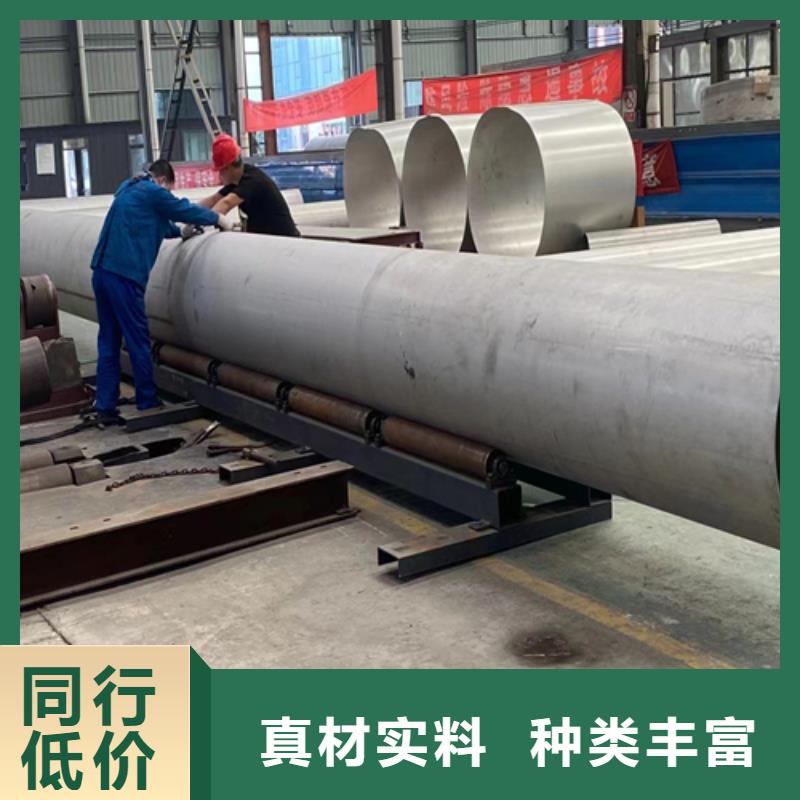
贵州黔东南不锈钢焊管 304 316L 310S不锈钢焊管焊瘤焊缝中的液态金属流到加热不足未熔化的母材上或从焊缝根部溢出,冷却后形成的未与母材熔合的金属瘤即为焊瘤。焊接规范过强、焊条熔化过快、焊条质量欠佳(如偏芯),焊接电源特性不稳定及操作姿势不当等都容易带来焊瘤。在横、立、仰位置更易形成焊瘤。 焊瘤常伴有未熔合、夹渣缺陷,易导致裂纹。同时,焊瘤改变了焊缝的实际尺寸,会带来应力集中。管子内部的焊瘤减小了它的内径,可能造成流动物堵塞。 防止焊瘤的措施:使焊缝处于平焊位置,正确选用规范,选用无偏芯焊条,合理操作。
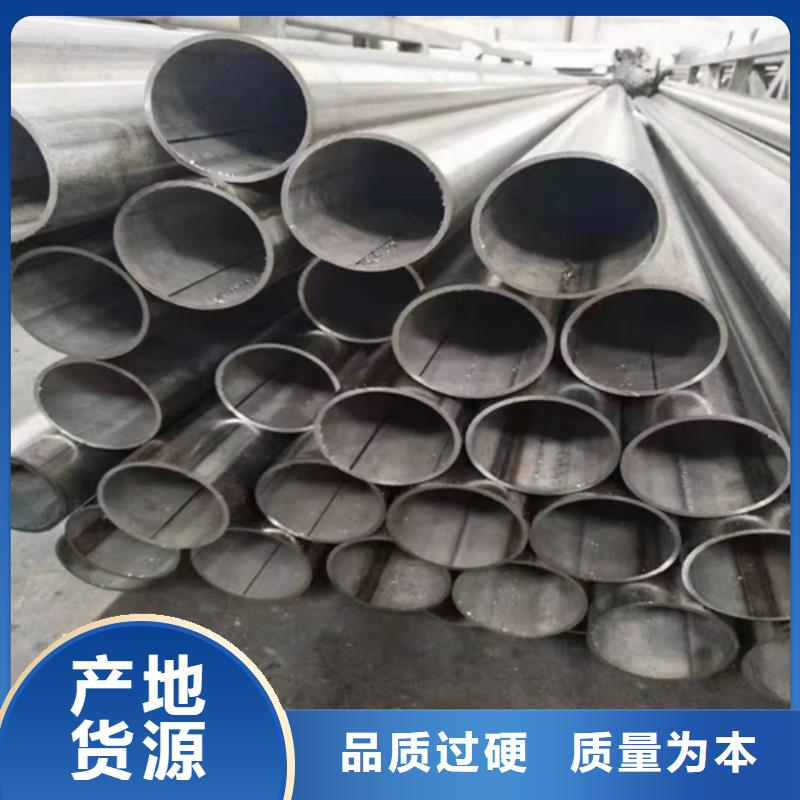
凹陷:凹坑指焊缝表面或背面局部的低于母材的部分。 凹坑多是由于收弧时焊条(焊丝)未作短时间停留造成的(此时的凹坑称为弧坑),仰立、横焊时,常在焊缝背面根部产生内凹。 凹坑减小了焊缝的有效截面积,弧坑常带有弧坑裂纹和弧坑缩孔。 防止凹坑的措施:选用有电流衰减系统的焊机,尽量选用平焊位置,选用合适的焊接规范,收弧时让焊条在熔池内短时间停留或环形摆动,填满弧坑。




总结 今年在贵州省黔东南市购买DN450不锈钢焊管生产厂家-发货及时有了新选择,惠宁金属制品有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的DN450不锈钢焊管生产厂家-发货及时产品。如需购买或咨询,请随时联系我们,联系人:李经理-18865237376,QQ:243000078,地址:经济开发区。