



立兴金属制品有限公司主营 甘肃白银42crmo钢板,可根据客户要求尺寸定做。我们的经营方针是:以质量求生存,以产品求发展,以信誉保合作,以服务赢客户。及时满足用户的需求,是我们公司伟大的愿望。长期以来,公司员工以优质的服务,取悦于用户,以诚信的言行取信于用户,得到了用户们的一致好评。我们期待着与您更加愉快的合作!公司的发展,离不开社会各界的大力支持,在各界的支持下,我们正昂首阔步迈向未来!云途,将继往开来,创造出更加美好、灿烂的明天! 本公司对产品质量和各项服务恪守合同承诺,并愿与新老客户精诚合作,共创未来。


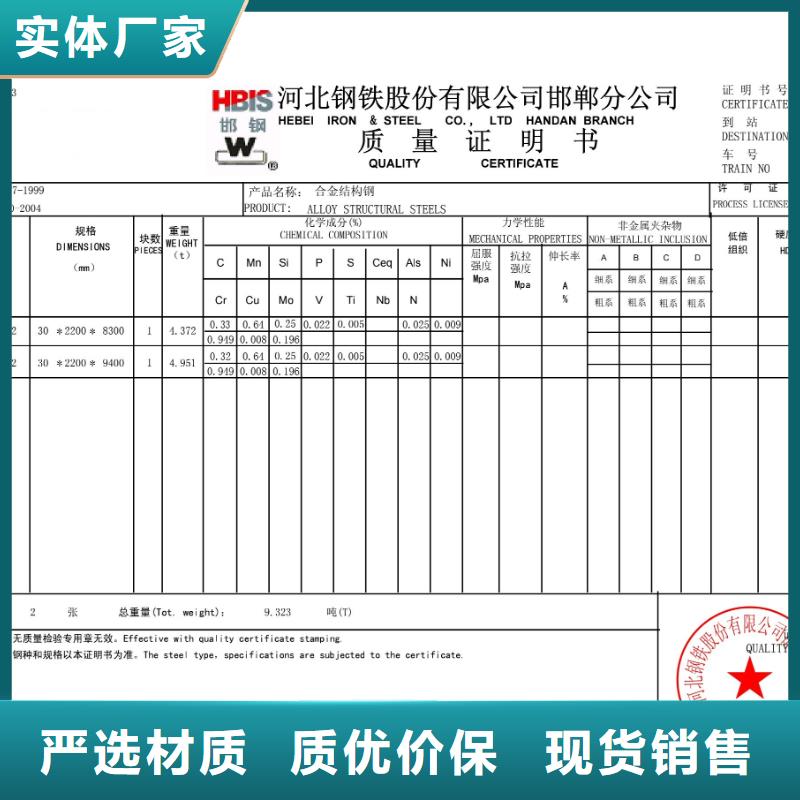
16MnR化学成分
天津立兴金属制品有限公司022-26801886 13602061168 宋嫣然
C 碳 Si 硅 M 锰 P≤ 磷 S≤ 硫 Cr 洛 Mo 钼 Ni N
≤0.15 0.1~0.5 1.0~1.6 0.025 0.025 0.2~0.4 0.2~0.4 0.6~1.0 0.005~0.02
交货状态 钢板厚度
/mm 拉伸试验 冲击试验 冷弯试验
抗拉强度
σ 屈服点
σ 伸长率
δ5(%) 温度/℃ 常温冲击吸收功
A/J 弯曲180°
d—弯心直径
a—钢板厚度
≥
冷轧
控轧
正火 6~16 510~640 345 21 20 ≥31 d=2a
16~36 490~620 325 21 20 ≥31 d=3a
36~60 470~600 305 21 20 ≥31 d=3a
60~100 460~590 285 20 20 ≥31 d=3a
100~120 450~580 275 20 20 ≥31 d=3a
天津立兴金属制品有限公司022-26801886 13602061168 宋嫣然
高温力学性能
钢板厚度
/mm 高温下规定残余伸长σ0.2/MPa≥(在下列温度时)
200℃ 250℃ 300℃ 350℃ 400℃ 450℃
>21~36 255 235 215 200 190 180
>36~60 240 220 200 185 175 165
>60~100 235 215 195 175 155 135
16MnR产品可供规格
6X1500XC 8X(1500—2200)XC 10X(1500—2200)XC
12X(2000—2500)X8000—10000 14X(2000—2500)X8000—10000 16X(2000—2500)X8000—10000
18X(2000—2500)X8000—10000 20X(2000—2500)X8000—10000 25X(2000—2500)X8000—10000
30X(2000—2500)X8000—10000 32X(2000—2500)X8000—10000 35X(2000—2500)X8000—10000
40X(2000—2500)X8000—10000 45X(2000—2500)X8000—10000 50X(2000—2500)X8000—10000
55X(2000—2500)X8000—10000 60X(2000—2500)X8000—10000 65X(2000—2500)X8000—10000
70X(2000—2500)X8000—10000 75X(2000—2500)X8000—10000 80X(2000—2500)X8000—10000
85X(2000—2500)X8000—10000 90X(2000—2500)X8000—10000 95X(2000—2500)X8000—10000
100X(2000—2500)X8000—10000



轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的并经传送带送到熔炉内加热。被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入中,通过喷水冷却,钢管经冷却后,就要被矫直。
2.冷拔(轧)无缝钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
冷拔(轧)无缝钢管的轧制方法较热轧(挤压无缝钢管)复杂。它们的生产工艺流程前三步基本相同。不同之处从第四个步骤开始,圆管坯经打空后,要打头,退火。退火后要用专门的酸性液体进行酸洗。酸洗后,涂油。然后紧接着是经过多道次冷拔(冷轧)再坯管,专门的热处理。热处理后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。



