




我们精心制作的隧道双筋钢筋笼绕筋机开远市一键加速产品视频已经准备就绪,【解锁新品!】隧道双筋钢筋笼绕筋机开远市一键加速产品视频,带你穿越新品体验之旅!
以下是:隧道双筋钢筋笼绕筋机开远市一键加速的图文介绍
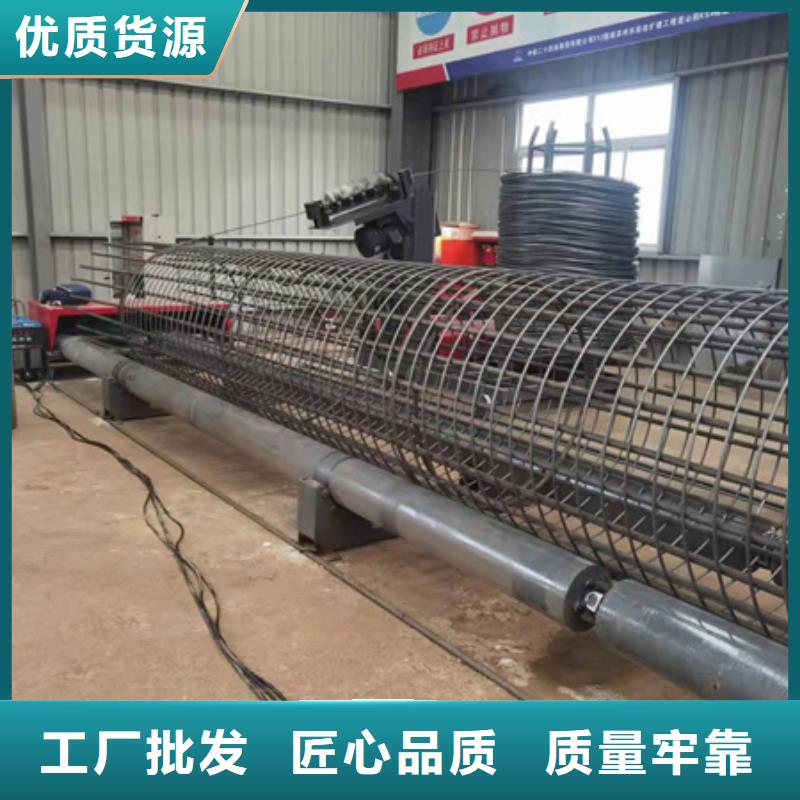
建贸机械设备有限公司多年致力于 云南红河钢筋笼滚笼机产品研发,工艺先进、设备精良,选购 云南红河钢筋笼滚笼机,建贸机械设备有限公司。



配置在钢筋混凝土结构中的钢筋,按其作用可分为下列几种:1、受力筋—承受拉、压应力的钢筋。2、箍筋—承受一部分斜拉应力,并固定受力筋的位置,多用于梁和柱内。3、架立筋—用以固定梁内钢箍的位置,构成梁内的钢筋骨架。4、分布筋—用于屋面板、楼板内,与板的受力筋垂直布置,将承受的重量均匀地传给受力筋,并固定受力筋的位置,以及抵抗热胀冷缩所引起的温度变形。5、其它—因构件构造要求或施工安装需要而配置的构造筋。如腰筋、预埋锚固筋、预应力筋,环等。现在钢筋常用有热轧光圆钢筋(俗称圆钢)、热轧带肋钢筋(俗称螺纹钢)、冷轧扭钢筋、冷拔低碳钢丝。其中以前两者应用广泛,后两者一般用在高强混凝土中。圆钢标识为HPB235,一般采用的直径为6.5、8、10、12,再粗的就不常用了,而且以6.5和8为常用,一般用做箍筋。螺纹钢常见标识是HRB335,一般采用的直径为12到22的偶数、25、28、32、40、50,再粗的一般出现在大体积混凝土工程中,不常用,一般在25以下的为常用,而且砖混结构中16以下的常见。至于HRB400、HRB500一般也不常见,至少一般工业、民用建筑中不常用。钢筋混凝土用钢筋是指钢筋混凝土配筋用的直条或盘条状钢材,其外形分为光圆钢筋和变形钢筋两种,交货状态为直条和盘圆两种。绕筋机



钢筋笼滚焊机防护工作。绕筋机1.在操作钢筋笼滚焊机之前检查电气接线是否有异常老化、现象,如有需要及时的更换,检查螺丝螺栓是否有松动如有及时的拧紧。2.钢筋笼滚焊机在正常工作之前我们应该进行试运行15分钟,在试运行的中注意检查零件部件是否有异常的振动声响,检查各工位是否处于正常的工作状态,检查无误后即可正常运行工作。3.在钢筋笼滚焊机工作的中我们应该及时的观察运行状况,如有异常情况的发生必须停机进行检修,避免造成大的故障。4.在使用玩钢筋笼滚焊机我们应该及时做好清洁保养工作,定期对需要润滑部位加注润滑油以钢筋笼滚焊机的正常运行。锯床的性能:1、钢筋锯床一般在现场采用如下防范措施,在带锯床电动机轴端安装接地碳刷,以轴电位,并且与转轴可靠,转轴电位为零电位,以此轴电流。2、钢筋锯床带锯床为防止磁不平衡等原因产生轴电流,往往在非轴伸端的轴承座和轴承支架处加绝缘隔板,以切断轴电流的回路。3、国内创新品牌带锯床为了避免其他电动机附件导线绝缘破损造成的轴电流,往往要求检修运行人员细致检查并加强导线或垫片绝缘,以不必要的带锯床电动机轴电流隐患。4、钢筋锯床一般通过以上处理,大多电动机的轴电流微乎其微,已对电动机构不成实质上危害。现场实践证明,经上述处理后实际使用寿命可由原几十个小时到上万小时,效果明显,尤其对高压电动机轴电流的防范效果好,对带锯床生产具有积极作用。数控钢筋笼滚焊机定义: 数控钢筋笼滚焊机是一款具有数控的装机用钢筋笼自动化加工装备。钢筋笼滚焊机也有些人称之为钢筋笼成型机、钢筋滚笼机、滚焊机等,其实都是同一款产品。


(设定各功能区域,选择钢筋笼生产工艺,确定本机位置) 安装; 1、安装基座;按区域位置铺设中间动力基座,向两边连接其它基座并使其平行,连接螺栓不拧紧螺母,总长直线度≤5cm。 2、机架;共7节机架,安装于基座上并连接螺钉,传动机架安装在动力底座上,固定轴承座全部靠近小车方向。拧紧全部螺母。 传动安装;减速机安装在动力基座电机底板上,安装好链条,过渡链条松紧(指压松边20-50mm为宜),张紧链条尽量绷紧。 钢筋笼生产线操作规程 钢筋笼生产线是多工序、工步同时合生产钢筋笼专业设施,要求所有参与人员必须做到; 1;生产线操作人员必须熟悉本机生产全部工艺 2;绕筋机生产线工作期间不允许非生产人员机械、工件。 3;生产前调试好各机械、部件及。试运行各动、自动功能 4;骨架成后绕筋单人操作,其余人员均为辅助,禁止疲劳、酒后操作,机器运转时禁止抓、握工件。 5;生产中随时处理物件及流动人员,保障生产。 6;设备上拼装骨架,工件时采点动,避免连续转动。 7;绕筋成后必须断开绕筋,推开小车给钢筋笼料让路 8;机械进行、更换机件、时不得开动机器 9;成机机械须有良好保护接地和接零,不允许机器带病工作,保障机械设备始终处于良好工作状态。 10;工作完毕、停工期间清理场地、断开电源、主件遮盖。功能应用主机;含机架、底座、铁辊、传动系统等。需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。??此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。



