
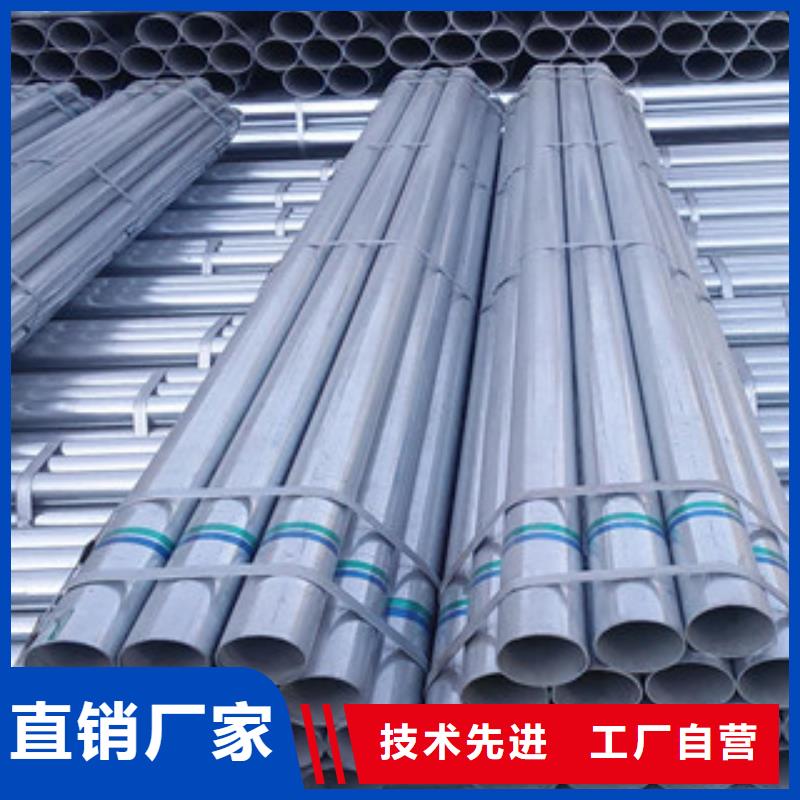


折叠编辑本段热镀锌工艺
黑件检查→挂料→脱脂→漂洗→酸洗→清洗→浸渍助镀剂→热空气烘干→热浸镀锌→内外吹→冷却→钝化和漂洗→卸料→检验、修整→打字标识→包装入库、运输
折叠编辑本段技术要求1、牌号和化学成分
友发镀锌管用钢的牌号和化学成分应符合GB 3092所规定的黑管用钢的牌号和化学成分。
2、制造方法黑管的制造方法(炉焊或电焊)由制造厂选择。镀锌采用热浸镀锌法。
3、螺纹及管接头① 带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。螺纹应符合YB 822的规定。② 钢制管接头应符合YB 238的规定;可锻铸铁管接头应符合YB 230的规定。4、力学性能 钢管镀锌前的力学性能应符合GB 3092的规定。5、镀锌层的均匀性镀锌钢管应作镀锌层均匀性的试验。钢管试样在硫酸铜溶液中连续浸渍5次不得变红(镀铜色)。6、冷弯曲试验公称口径不大于50mm的镀锌钢管应作冷弯曲试验。弯曲角度为90°,弯曲半径为外径的8倍。试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。试验后,试样上不应有裂缝及锌层剥落同象。7、水压试验水压试验应在黑管进行,也可用涡流探伤代替水压试验。试验压力或涡流探伤对比试样尺寸应符合GB 3092的规定。 钢材力学性能是保证钢材终使用性能(机械性能)的重要指标,它取决于钢的化学成分和热处理制度。在钢管标准中,根据不同的使用要求,规定了拉伸性能(抗拉强度、屈服强度或屈服点、伸长率)以及硬度、韧性指标,还有用户要求的高、低温性能等。



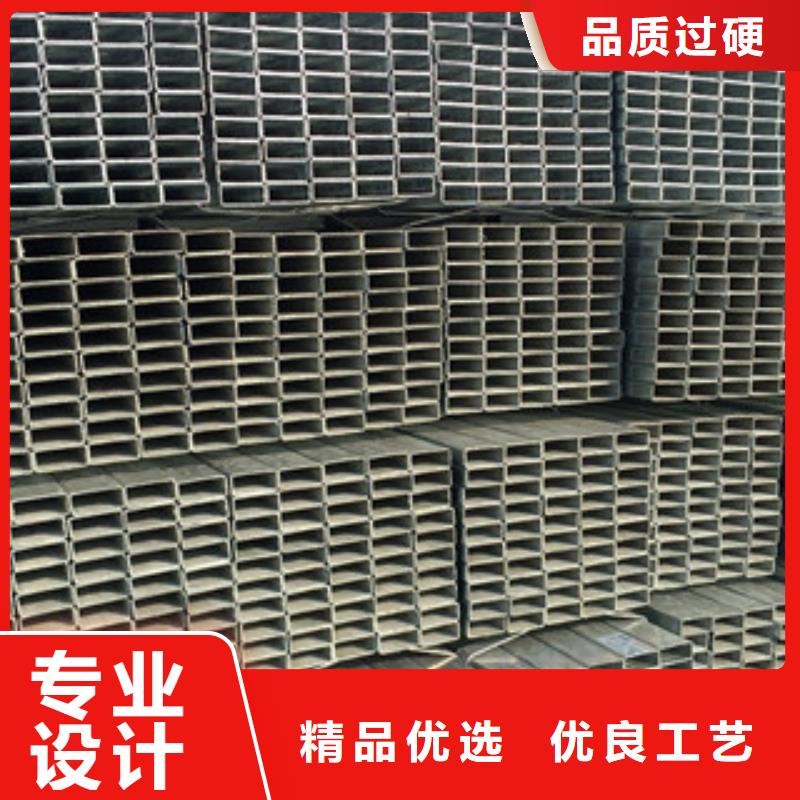
信利远金属材料有限公司主要生产 陕西商洛方矩管。公司注重提高产品质量,不断扩大经营范围。公司注重加强技术储备,努力促进企业可持续发展。我公司始终坚持忠诚守信服务客户、建设品牌形象奉献社会的经营理念,产品销往全国各地服务于各个行业,产品质量及售后服务得到了用户的肯定和好评。纵观今天,展望未来,我公司充满信心和希望,决心以诚信的品牌、完善的服务与各界用户真诚合作,共创美好未来。


螺纹及管接头
带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。螺纹应符合YB 822的规定。钢制管接头应符合YB 238的规定;可锻铸铁管接头应符合YB 230的规定。力学性能 钢管镀锌前的力学性能应符合GB 3091的规定。、镀锌层的均匀性镀锌钢管应作镀锌层均匀性的试验。钢管试样在硫酸铜溶液中连续浸渍5次不得变红(镀铜色)。、冷弯曲试验公称口径不大于50mm的镀锌钢管应作冷弯曲试验。弯曲角度为90°,弯曲半径为外径的8倍。试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。试验后,试样上不应有裂缝及锌层剥落同象。水压试验水压试验应在黑管进行,也可用涡流探伤代替水压试验。试验压力或涡流探伤对比试样尺寸应符合GB 3092的规定。



就是劣质无缝钢管,尺寸超差分严重。因此我们可以,使游标卡尺,来检车一下,钢管各个部分尺寸大小,看看是不是,符合无缝钢管标准。如果没有游标卡尺,我们可以对钢管,进行称量核对。劣质无缝钢管,内尺寸波动很大,但合格无缝钢管,内尺寸也是分稳定。
而一般自来水管道,要么就直接暴露在空气中,要么就深埋在地下。无论是哪一种情况,都是满足了管道生锈条件。而一般管道现了生锈,那么同样水压,就可以迫使管道,现一些泄露情况。如果一条自来水管道,现了任何一点缝隙,那么通过其中水,就会从这些缝隙中露来,这肯定会带来很大损失。
那么传动装置,在运转过程中。就需要克服,更大摩擦力。这就是意味着,发动机所制造动能。将会有一部分,会在内部零件,自身运转方面。这就会让传送到,汽车驱动装置动能,就会大大减少了。可是无缝钢管不同,这种管道在制作过程中,就会加入一个酸洗程序。


镀锌管采用硫酸盐电镀锌铁合金工艺,在于生产线槽与槽间均穿孔直通而溶液无任何带出或溢流。生产过程各工序由循环系统组成,各槽溶液即酸碱液、电镀液、出光与钝化液等,只循环回用不向系统外渗漏或排放,生产线只设5个清洗槽,采用循环回用定期排放,特别是钝化后不清洗的无废水产生的生产工艺。
电镀设备的特殊性
镀锌管的电镀铜线材电镀一样,都属于连续电镀,但施镀的设备不同。铁丝以其细长的条形特色而设计的镀槽,槽体长而宽却浅。电镀时铁丝从孔眼穿出,呈一字形在液面展开,保持相互间距。而镀锌管却又不同于铁丝,有其独特之处,槽设备较为复杂。槽体由上、下两部分组成,上部为镀槽,下部为溶液循环储存槽,形成一个上窄下宽状、似梯形的槽体,在镀槽中设有镀锌管电镀运行的通道,槽底有两个通孔与下部的储存槽相通,并与液下泵形成镀液循环复用系统。因此,镀锌管同铁丝电镀一样,镀件都是动态性的,而与铁丝电镀不同之处,电镀镀锌管的镀液也是动态性的。
折叠编辑本段生产工艺



