




想要探索小口径珩磨管欢迎洽谈合作的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:小口径珩磨管欢迎洽谈合作的图文介绍
安达液压机械有限公司经营的产品有 辽宁珩磨管加工厂,公司所所供客户遍布全国多个省市,公司立足辽宁,在国内 辽宁珩磨管加工厂市场业内树立了良好的口碑,同时也得到了广大新老客户的认同。 一直以来公司一直秉持“质量是生命,责任是核心”为公司宗旨,把“只有满足客户的利润,才能实现公司的利润,只有实现公司的利润,才能实现个人的利润”为公司的日常经营理念,勤奋、踏实、坚韧、宽广 为公司的企业精神,为客户提供高强度钢材的解决方案作为我们的核心目标。


华尔网企业旺旺珩磨管绗磨管油缸管珩磨管中的珩磨工具在珩磨管的珩磨加工中,使用珩磨工具是比较普遍的,其中比较常用的一种,就是珩磨齿轮,所以下面,就来简单说明一下。珩磨齿轮,其是由基体加上磨料来构成的。使用它进行珩磨,主要是为了去除材料表面的杂质及毛刺等,从而来提高表面光洁度。不过,我们在使用这一种珩磨工具时,也是需要注意一些事项的,其主要是有:(1)对于设备的大行程,应不超过珩磨时的大宽度,否则的话,那么就有可能会严重损坏珩磨齿轮。(2)在珩磨量的控制上,应将其数值控制在合理且合适的范围内。而且对于珩磨时间的控制,也是同样要求,建议是两分钟左右。(3)珩磨齿轮的材质,由于比较脆,所以是严禁撞击和敲打的,以免使其损坏而不能使用了。珩磨管故障诊断的操作原则由于珩磨管一旦发生故障之后,牵扯的会比较多,很多与之相关的零配件甚至是整个设备都会因此受到不良影响,因此一定要对其故障进行及时的诊断并排除。相关的原则如下:首先,应判明珩磨管的工作条件和外围环境是否正常;同时还需要弄清楚故障的性质,是设备机



华尔网珩磨管油缸管绗磨管设计者应根据零部件的工作条件和性能要求,合理地制定热处理技术条件。只要能满足工作要求,应尽量减少珩磨管淬火硬化的程度和部位,不必盲目追求高硬度和整体珩磨管淬火,而以局部硬化、表面硬化代替整体硬化,从而减少珩磨管淬火裂纹。选择珩磨管淬火介质珩磨管淬火介质有固体、液体和气体3种状态的多种物质。选择珩磨管淬火介质要考虑如下因素:(1)珩磨管淬火介质的冷却能力;(2)对畸变开裂的影响;(3)经济性、耐久性;(4)可靠性等。 理想珩磨管淬火介质的冷却曲线下图所示。该介质在过冷奥氏体分解快的温度下,具有强的冷却能力,而在接近马氏体点(Ms)时冷却能力又变得较为缓和,这样就保证了硬化要求,并减小了珩磨管淬火应力,防止珩磨管淬火畸变开裂。各种钢材的过冷奥氏体的稳定性不同,实际工件的尺寸不同,应选择不同的珩磨管淬火介质。尽管目前的珩磨管淬火介质种类繁多,然而能同时适应各种钢材和不同尺寸工件的珩磨管淬火剂是不存在的,只能根据具体情况尽量合理地选用,并与各种珩磨管淬火冷却方式相配合。滚压管



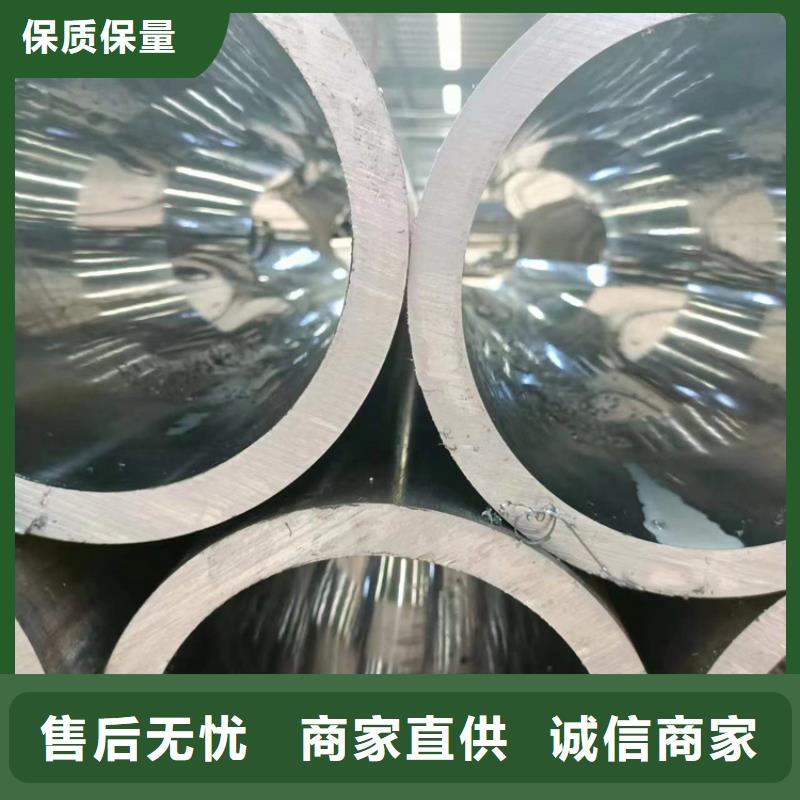
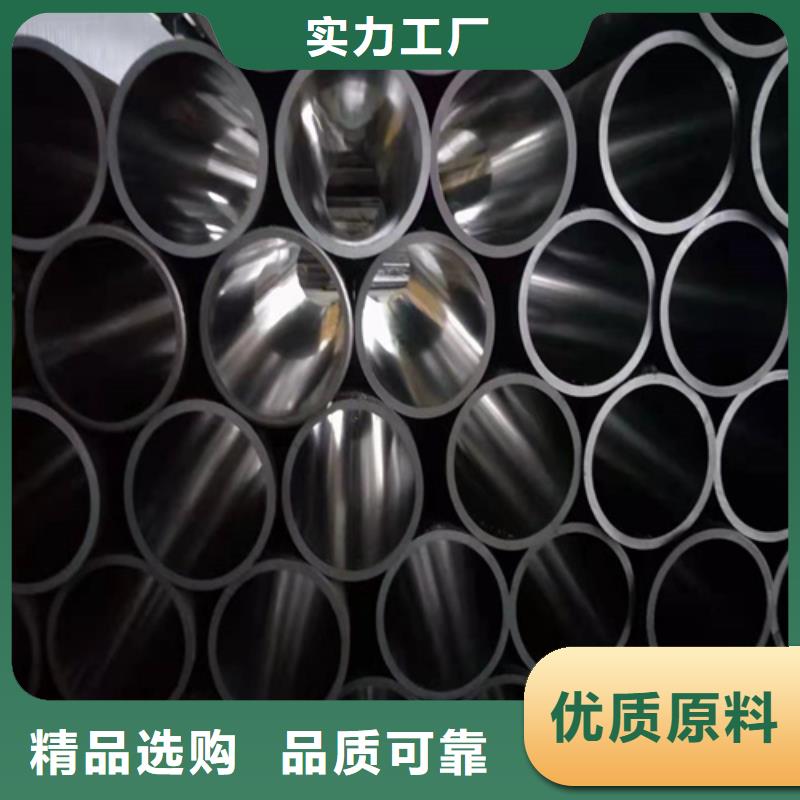
华尔网珩磨管油缸管绗磨管产品规格: 内径 40-400mm壁厚: 3-50mm
钢管材质:20# 45#,Q345B, Q345D,25Mn, 27SiMn, E355
产品标准:GB/T3639-2009, GB/T8713,EN10305-1, 002, EN10305-2, 2002, ASTM A519-2006, ASTM 513-2007, GB/T1591-2008, GB/T17396-2009.
绗磨管加工工艺珩磨管
绗磨管采用刮削滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,滚压后,表面粗糙度值的减小,可提高配合性质
热轧绗磨管后的区别绗磨管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞 入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。要有可能的密封,防止 。免费解答耐磨性好,镀铬层随工艺规范不同,可获得不同的硬度400~1200HV。 摩擦系数约为钢与铸铁的50%,并有抗粘附性。高品质低价格45#厚壁绗磨管广泛用于机械 ,这种钢的机械性能很好。但是这是 种中碳钢,淬火性能并不好, 45号钢可以淬硬至HRC42~46。所以如果需要表面硬度,又希望发挥45#钢优越的机械性能,常将45#钢表面渗碳淬火,绗磨油缸管与滚压油缸管的区分及优点 到底有哪些区别,具体分析如下。用镶嵌在珩磨头上的油石(也称珩磨条)对精加工表面进行的精整加工(见切削加工)。珩磨主要用于加工孔径为5~500毫米或更大的各种圆柱孔,如缸筒、阀孔、连杆孔和箱体孔等,孔深与孔径之比可达 甚至更大


华尔网企业旺旺珩磨管绗磨管油缸管有一种过程控制方法能缩短珩磨时间,珩磨管易于让在整个齿面上保持理论上的线接触。因此减少了磨具与工件的点接触。尽管这可能有悖于产生较大残余压应力的要求,但应力依然会使之保持理论线接触。连续改变接触条件会产生良好的动态特性,不会因摆动角度使机床部件产生严重颤振。珩磨过程中,单面线接触珩磨时这类动态特性会对机床产生严重影响。为减小这种影响,要尽可能地采用双面线接触。系列化生产中,数控珩磨机由此而引发的对珩磨过程中利用机床运动链实施齿面修形过程的限制,可予忽略。但在工装中要建立轮廓修形。关于单面或双面接触,所涉及的或是磨具齿面,或是工件齿面。在加工过程中有一个以上的齿在保持接触。这就表示珩齿过程是一种连续接触的转动过程。这是使齿轮低噪声运行的一项很重要的决定性因素。



