


想要一睹
钢筋笼盘丝机-本地商家产品的风采吗?这个视频将用直接的方式展示产品的卓越性能,保证让您大饱眼福。
以下是:
钢筋笼盘丝机-本地商家的图文介绍
建贸机械设备有限公司是集生产、加工、销售于一体的 江苏常州手提式液压弯曲机生产厂家。凭着优良的工艺、上乘的质量、合理的价格,我们 江苏常州手提式液压弯曲机产品遍及全国多个省份与地区。 建贸机械设备有限公司突出的优点是“交货及时”,质量以及售后服务在业界也获得了认可。 我公司位于“中国 江苏常州手提式液压弯曲机之乡”的江苏常州,欢迎各界朋友莅临参观、指导和业务洽谈。

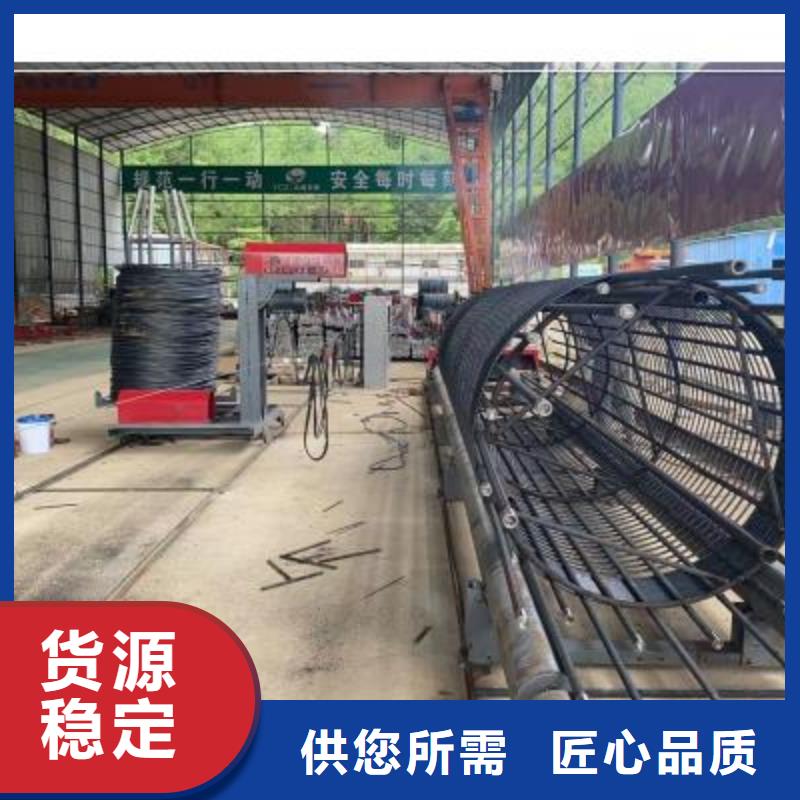
钢筋笼绕筋机-技术钢筋笼接长时在确保连接垂直的基础上要加速焊接速度,尽或许会缩短沉放时间,这有利于钢筋笼顺利吊放以及孔底沉渣量;其它,应确保钢筋笼垫层保护块不漏放,钢筋笼垫层保护块好作成半径为垫层厚度的导轮,这既能垫层厚度要求,又能够对孔壁性的。焊接问题是钢筋笼制作里一个比较突出的问题。①碰焊接头错位、弯曲。错位主要是由于碰焊工工作量大,注意力不集中引起的问题,经过提醒并且不定期的抽样检查,碰焊有了明显。②钢筋笼焊接时的咬肉问题。这个问题的产生主要是因为民工队伍技术水平不到位,许多是生手,其次是因为由于电焊工数量不够,由一班人加班加点,疲劳引起的问题。如果更换生手并且配足电焊工的话,问题就会解决。钢筋笼成型机主机是采用传动原理---即钢筋笼平置于2组橡胶动力托辊之间转动,小车载着线材平行于主机匀速行进,产生螺旋状绕筋,中施焊(亦可快速缠绕后施焊或绑扎)直至完成生产全。模板可根据不同工程钢筋笼的设计进行更换客户自已找地方制作。

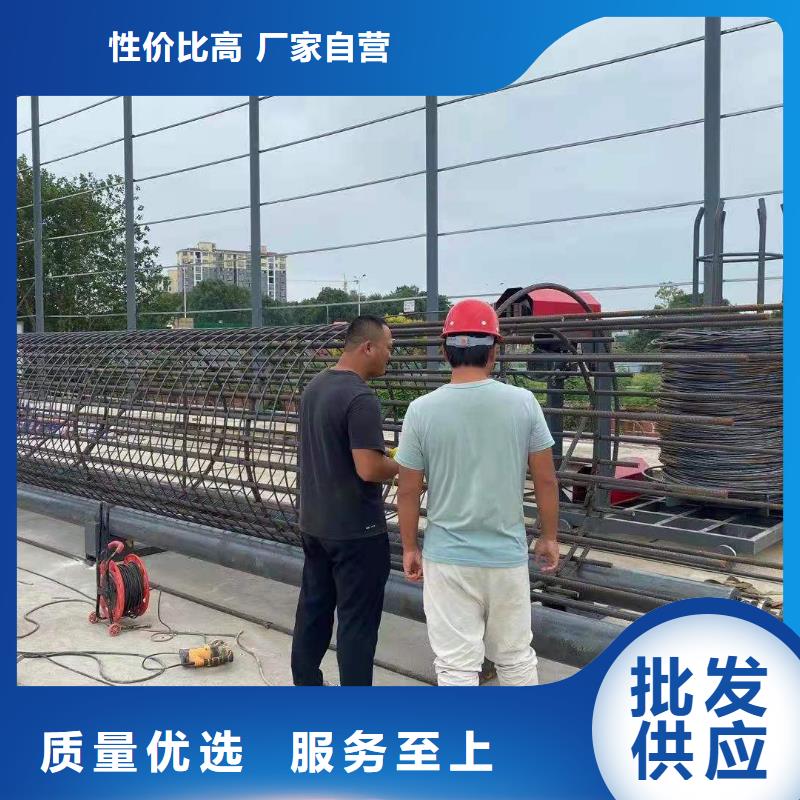
钢筋笼绕筋机运行中工作原理:根据施工要求,钢筋笼的主筋通过专用模具制作完成(包括内支撑),把钢筋笼主筋置于钢筋笼绕筋机上,将盘筋(绕筋)端头先焊接在一根主筋上,然后通过传动托辊旋转以及小车的移动把盘筋绕在主筋上,同时进行焊接,从而形成成品钢筋笼。按滚轮转动不同,滚焊可分为连续滚焊、断续滚焊和步进滚焊:1、连续滚焊 连续滚焊时,工件在两滚 间连续移动(即滚盘连续旋转),焊接电流也连续通过工件。这种方法易使工件表面和熔核附近过热,电机磨损严重,焊缝易出现较深的压坑,因而很少使用。2、断续滚焊 断续滚焊时,滚轮连续转动,工件连续移动,电流断续通过工件,形成的焊缝由彼此搭叠的熔核组成。由于电流断续通过,在休止时间内,滚轮和工件得以冷却,因而可以提高滚轮寿命,减小热影响区宽度和工件变形,获得较好的焊接质量,没有连续滚焊时的缺点。断续滚焊时,在熔核冷却时滚盘已离开焊接区,没有充分的锻压过程,熔核在压力减小的情况下结晶,很容易产生表面过热、缩孔和裂纹。3、步进滚焊 步进滚焊时,滚轮断续转动,电流在工件不动时通过工件。由于金属的熔化和结晶均在滚轮不动时进行,整个结晶过程中都有压力存在,改善了散热和压固条件,从而可以更有效地提高焊接质量,延长滚轮寿命,获得的焊缝比较致密。这种方法多用于铝、镁合金的焊接,用于缝焊高温合金,也能有效地提高焊接质量,但这种滚焊需要有使滚盘断续旋转的比较复杂的机械装置。


圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架旋转、小车直行,缠绕筋拉动圆盘自行转动。调速;按绕筋间距要求的10倍在车轮下方做记号,数钢筋笼转10圈整,测量小车行走距离,变频调速至接近该数值为宜,并记住变频调定值备用。 1、自动送线机构,可在线调整间距,误差小,成型质量高。可生产双盘筋、双主筋高要求钢筋笼产品滚焊速度根据操作手的熟练成度从低到高可任意调整CO2气体、焊丝、焊条等就近定点采购套筒连接及对焊连接的主筋可直接上设备生产设备操作简单、人性化 2、绕筋机自动焊接,焊点,减轻劳动强度。加工区占地面积至少30米x50米 3、变频控制拖笼机构,行走精度高。每班3人即可正常生产钢筋笼绕筋间距范围:50到450mm可任意调整 4、自动托笼设计,避免焊接过程中因笼子自重导致其弯曲变形。滚焊速度根据操作手的熟练成度从低到高可任意调整一米之内盘筋间距误差可控制在5mm以内箍筋Φ5到16mm(盘筋直接作业)移动盘电机信号及电机电源电缆采用坦克链式保护每班3人即可正常生产钢筋笼 5、自动上料装置,加快上料速度,提率。 6、模板采用模板环加导管组合,可快速更换笼子直径和变换笼子主筋根数。钢筋笼直径误差控制精准主筋Φ12到40mm每班3人即可正常生产钢筋笼 7、平立辊式矫直装置,矫直效果好,寿命长。 8、控制系统:PLC、触摸屏、变频器。



