


三沙市城市天桥护栏加工厂家产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:三沙市城市天桥护栏加工厂家的图文介绍
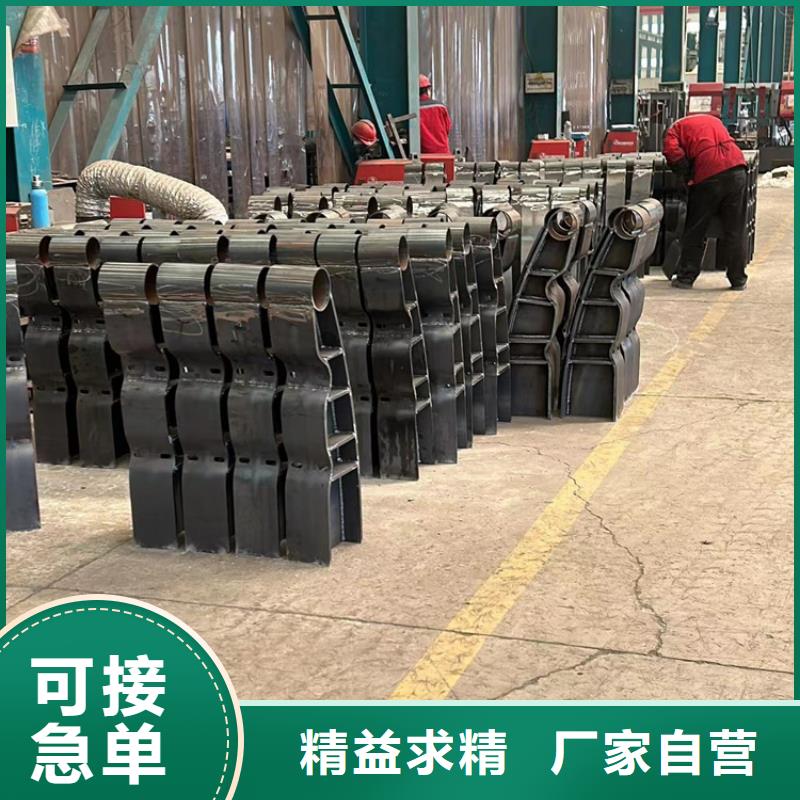
聚晟护栏制造有限公司是专业生产(三沙市) 本地 三沙市不锈钢复合管护栏的厂家,公司主要生产(三沙市) 本地 三沙市不锈钢复合管护栏的企业,凭借优良的管理、开发优势, 借助超前的开发理念先进的发展思想以及成功的运作模式,聚晟护栏制造有限公司的规模也不断地发展.公司不断进取,加快加强项目开发运作,进- -步完.善开发机制,打造公司的品牌效应。


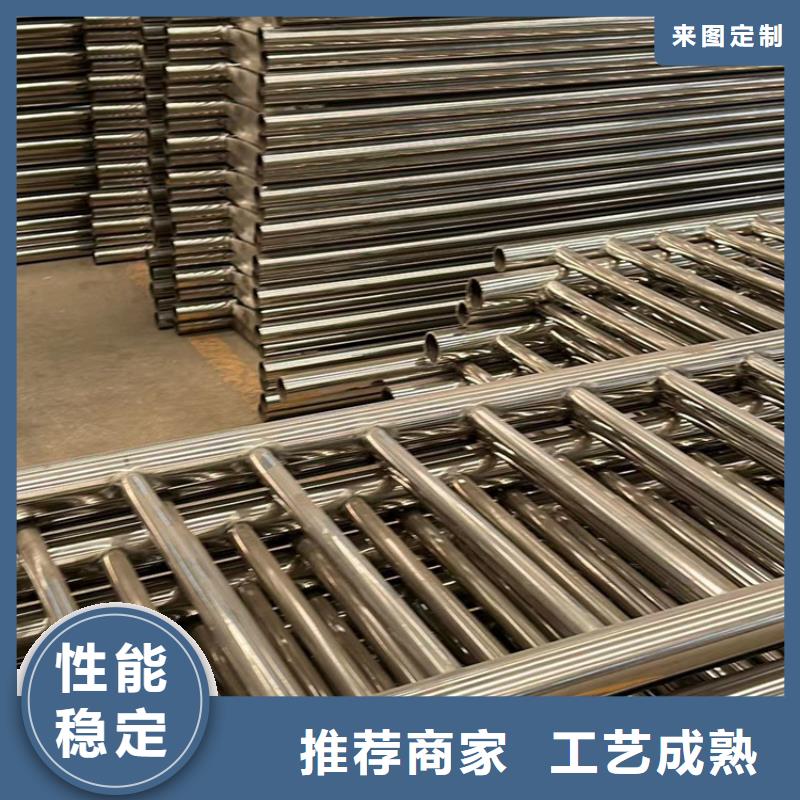
公司拥有自己的独立生产车间,无论是管材加工还是钢板件异型加工以及钢板表面处理都在本工厂内自行加工完成,减少中间环节。 服务优势:先进的服务理念、完善的服务体系 公司专业力量充足 工程案例众多、从业经验丰富 公司拥有专业的施工队伍,安装人员长期从事不锈钢复合管工程及金属护栏的施工项目,素质高、经验足,工程质量稳定可靠,并受到客户的一致好评 有专业运输物流和配货车队合作,大大降低运输费用的成本和缩短运输时间。 专业设计、制作和安装不锈钢复合管工程及金属栏杆工程。集设计、生产、销售与安装为一体的完整体系。 专业应于:桥梁栏杆、市政建设、景观护栏、体育器材、车辆机构、纺织机械、医疗设备等。 常年专业从事生产、销售内外衬不锈钢复合管,不锈钢复合管护栏的厂家,公司拥有完整的不锈钢及不锈钢复合管生产线24条,以及各类金属加工设备多套(数控等离子切割机、冲床、冼床等),公司还拥有独立的镀锌和喷塑车间,良好地处理好钢板表面效果。



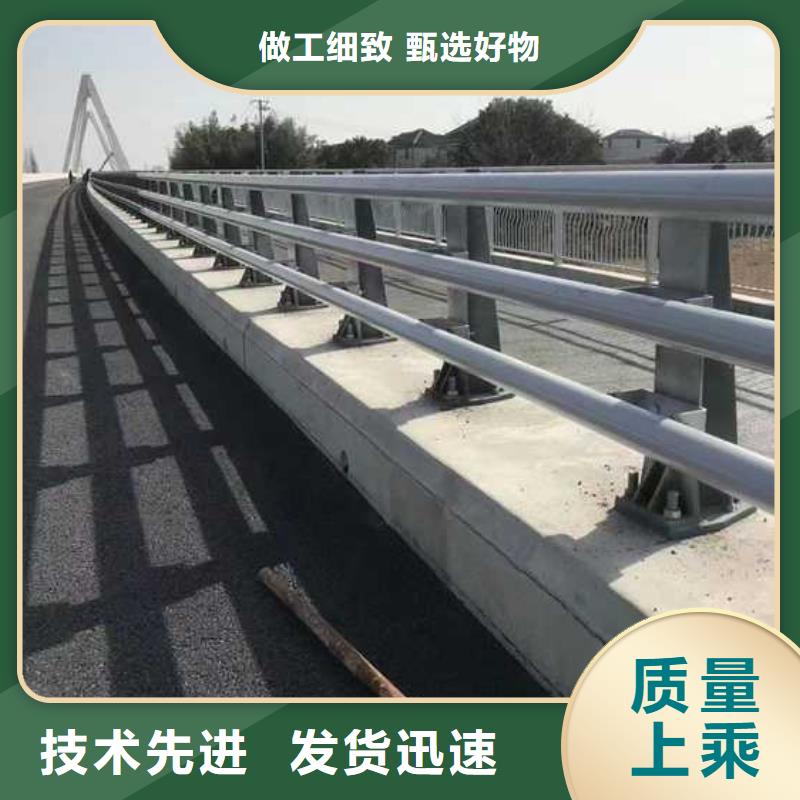
不锈钢复合管用于各种的施工的领域的,它是比较坚固和耐用的,由不锈钢和碳素结构钢两种金属组成的。根据不锈钢复合管的使用的用途以及相关的特征它是分为很大的强度的,不同的强度适用于不同的类型,发挥着比较重要的作用,特别是在行业的发展以及使用上是不可替代的。对于不锈钢复合管的强度是有等级的,相关的等级的评价的标准是怎么样的呢?以下是分为几个重要的特征: 不锈钢复合管 1)不锈钢复合管以公称压力表示其等级或规定压力一温度额定值的管件,应按标准规定的压力一温度额定值作为其使用基准,如GB/T 17185 2)不锈钢复合管标准中仅规定了与其相连直管的公称厚度的管件,按标准规定的基准管子等级确定其适用压力一温度额定值,如GB14383~GB14626。 3)不锈钢复合管标准中仅规定外形尺寸的管件,如GB12459、GB 13401,应通过验证性试验来确定其承压强度。 4)不锈钢复合管其他,应按有关规定进行压力设计或解析分析等方法来确定其使用基准。此外,管件强度等级的确定,还应不低于整个管道系统在操作中可能遇到的严酷工况下的压力。



不锈钢复合管:材质是铁,不锈钢层包裹在外面,比较坚固,密封性好的情况下可以保证防锈期,因为纯不锈钢没有什么不同。不锈钢管:整个管都是不锈钢打火机,承载能力没有复合管好,但不易绣,不锈钢材料分为1304种,普通材料在市场上是301种,304种比较好。 特点经过不同的抛光工艺,形成镜面光亮、哑光、拉丝表面等现代工业加工的装饰效果,而不锈钢在冷加工、热加工、焊接等方有良好的物理性能。栏杆系统采用不锈钢制作,具有优良的机械性能和优良的耐腐蚀性能,产品具有良好的抗横载性能、抗垂直荷载性能、抗轻量化冲击性能,保证使用。 不锈钢复合管由不锈钢和碳素结构钢两种金属材料采用无损压力同步复合成的新材料,兼具不锈钢抗腐蚀耐磨和卓越外表,以及碳素钢良好的抗弯强度及抗冲击性。 符合家节能及普及的原则。不锈钢复合管于2002年家标准GB/T18704-2002正式颁布,不锈钢复合管由技术含量高,设备精密,工艺先进产品质量稳定,采用电脑自动控制。产品具有纯不锈钢外表豪华、美观和普通碳素钢管强度高的特点,其价格低于纯不锈钢管,是价昂不锈钢结构装饰管材的替代产品。



不锈钢复合管具有以下优点: 不生垢、不结瘤、耐腐蚀在钢管内复合薄壁不锈钢管,不锈钢管的材质为“GB12771-2000流体输送用不锈钢焊接钢管”规定的0Cr18Ni9(美国标准为AISI304),由于钢中含有18%的铬,在使用过程中管道内壁形成一层极薄的氧化铬薄膜,该薄膜阻止金属继续氧化,故不锈钢有很强的耐腐蚀性能,http://www.sdsgg.com/不仅能承受水和空气的腐蚀,而且可以承受弱酸弱碱的腐蚀。外复不锈钢管的厚度有0.4-1.2毫米,而镀锌钢管的镀锌层厚度仅为0.07毫米,厚度相差5.7-17倍,不锈钢的耐腐蚀性和致密性又强于镀锌钢管镀锌层。所以,内衬不锈钢复合钢管在使用过程中不用担心因内壁锈蚀产生结垢、结瘤而使内孔缩小。 可以焊接 3.1内衬不锈钢复合钢管之间可以采用焊接。焊接工艺可参照GB/T13148-1991“不锈钢复合钢板焊接技术条件”。3.3 焊前应采用机械方法及有机溶剂,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。3.4 焊条采用GB/T983 “不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2. 3.5 焊接方法采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。 焊接设备焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。3.6 焊接程序先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。3.7 焊接要求复材焊缝表面应尽可能与复材表面保持平整、光顺。焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,即降低熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。