


联系我们

当前位置:
聊城 鑫海达不锈钢复合管生产制造厂家有限公司 >淄博当地综合推荐News
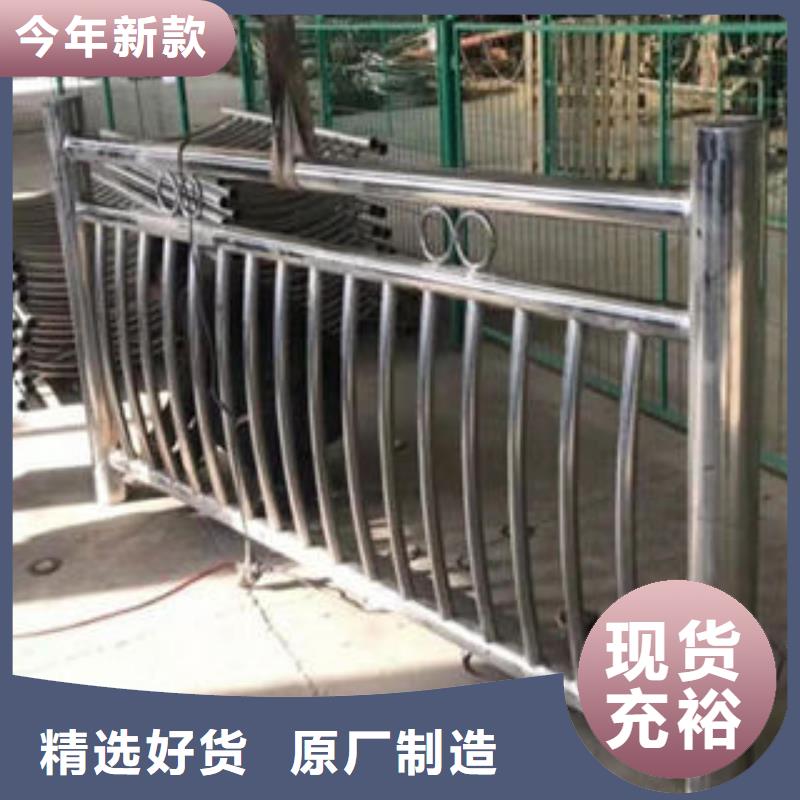
201不锈钢复合管精工制造
更新时间:2024-11-16 19:37:38 浏览次数:1 公司名称:聊城 鑫海达不锈钢复合管生产制造厂家有限公司
以下是:201不锈钢复合管精工制造的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
以下是:201不锈钢复合管精工制造的图文视频





201不锈钢复合管精工制造,鑫海达不锈钢复合管生产制造厂家有限公司为您提供201不锈钢复合管精工制造的资讯,联系人:贾殿涛,电话:13863577835、13863577835,QQ:1271858886,发货地:聊城经济开发区发货到山东省 淄博市 淄川区、张店区、博山区、临淄区、周村区、桓台县、高青县、沂源县。 山东省,淄博市 淄博是山水结合的组团式城市(组群式城市),有博山风景名胜区;也是资源型城市和全国老工业基地,全国首批产业转型升级示范区,设有山东省区域性股权交易市场(齐鲁股权交易中心)。淄博高新技术产业开发区,属山东半岛自主创新示范区;淄博市张店区为大众创业万众创新示范基地。2020年6月,经中央依法治国委入选为批全国法治政府建设示范地区和项目名单。
想要深入了解201不锈钢复合管精工制造产品的独特之处吗?我们的视频将带您踏上一段探寻之旅,从设计理念的诞生到精湛工艺的呈现,让您感受产品的魅力与品质。
以下是:201不锈钢复合管精工制造的图文介绍

鑫海达不锈钢复合管生产制造厂家有限公司十分重视质量管理,建立了完善,持续,检测体系。多年来以建立起了完善的销售网络,有着丰富实践经验高素质的技术人员组成的销售和技术服务队伍,随时竭诚为广大用户服务;将负责有关 山东淄博不锈钢复合管楼梯扶手产品的技术服务,技术咨询,销售,此外还可以根据用户的要求定制,设计,制造各种非标准 山东淄博不锈钢复合管楼梯扶手产品。


当然在下雨应该尽量做好防雨的工作.不锈钢复合管复合管本身具有比较高的强度,因此通常都是采用堆垛码放的。不过在码放的时候也要遵从一定的原则,否则有可能会使钢管形成损坏,或者取用的时候带来不便。码放不锈钢复合管复合管的首要原则就是稳定和。不锈钢复合管复合管码垛的下边应该做好保护,是铺上木材做成的底座.
避免让钢管直接接触地面,除了可以起到保护作用,避免长期对方使下层的钢管变形,还能够防止地上的积水对钢管产生腐蚀。不锈钢复合管复合管码放的高度不应该过高,否则很容易增加危险,同时也容易对下层的钢管形成更大的压力,从而导致变形的产生。碳素钢的性能主要取决于钢的含碳量和显组织。
在退火或热轧状态下,随含碳量的增加,钢的强度和硬度升高,而塑性和冲击韧性下降。焊接性和冷弯性变差。所以工程结构用钢,常限制含碳量.碳素钢中的残余元素和杂质元素如锰、硅、镍、磷、硫、氧、氮等,对碳素钢的性能也有影响。这些影响有时互相加强,有时互相抵销.硫、氧、氮都能增加钢的热脆性,而适量的锰可减少或部分抵销其热脆性.残余元素除锰、镍外都降低钢的冲击韧性,增加冷脆性.
除硫和氧降低强度外,其他杂质元素均在不同程度上提高钢的强度.几乎所有的杂质元素都能降低钢的塑性和焊接性。氢在钢中能造成很多严重缺陷,如产生白点、点状偏析、氢脆、表面鼓泡和焊缝热影响区内的裂缝等。为保证钢的质量,必须尽可能降低钢中氢的含量(见应力腐蚀断裂和氢脆)。
脱氧带入的残余元素如铝,可减小低碳钢的时效倾向,还可以细化晶粒,提高钢在低温下的韧性,但余量不宜过多。由炉料中带入的残余元素如镍、铬、钼、铜等,含量高时可提高钢的淬透性,但对要求具有高塑性的专用钢,如深冲用钢板,则是不利的.加工性能,碳素钢大都采用氧气转炉和平炉冶炼,优质碳素钢也采用电弧炉生产。
根据炼钢过程脱氧程度的不同,碳素钢可分为镇静钢、沸腾钢和介于两者之间的半镇静钢。冶炼方法对钢的性能影响,主要是通过钢的纯净度而起作用的。人们通过真空处理、炉外精炼和喷吹技术等,都可获得更高纯净度的钢,从而显著改善了碳素钢的品质。碳素钢的塑性加工工艺通常分热加工和冷加工。
避免让钢管直接接触地面,除了可以起到保护作用,避免长期对方使下层的钢管变形,还能够防止地上的积水对钢管产生腐蚀。不锈钢复合管复合管码放的高度不应该过高,否则很容易增加危险,同时也容易对下层的钢管形成更大的压力,从而导致变形的产生。碳素钢的性能主要取决于钢的含碳量和显组织。
在退火或热轧状态下,随含碳量的增加,钢的强度和硬度升高,而塑性和冲击韧性下降。焊接性和冷弯性变差。所以工程结构用钢,常限制含碳量.碳素钢中的残余元素和杂质元素如锰、硅、镍、磷、硫、氧、氮等,对碳素钢的性能也有影响。这些影响有时互相加强,有时互相抵销.硫、氧、氮都能增加钢的热脆性,而适量的锰可减少或部分抵销其热脆性.残余元素除锰、镍外都降低钢的冲击韧性,增加冷脆性.
除硫和氧降低强度外,其他杂质元素均在不同程度上提高钢的强度.几乎所有的杂质元素都能降低钢的塑性和焊接性。氢在钢中能造成很多严重缺陷,如产生白点、点状偏析、氢脆、表面鼓泡和焊缝热影响区内的裂缝等。为保证钢的质量,必须尽可能降低钢中氢的含量(见应力腐蚀断裂和氢脆)。
脱氧带入的残余元素如铝,可减小低碳钢的时效倾向,还可以细化晶粒,提高钢在低温下的韧性,但余量不宜过多。由炉料中带入的残余元素如镍、铬、钼、铜等,含量高时可提高钢的淬透性,但对要求具有高塑性的专用钢,如深冲用钢板,则是不利的.加工性能,碳素钢大都采用氧气转炉和平炉冶炼,优质碳素钢也采用电弧炉生产。
根据炼钢过程脱氧程度的不同,碳素钢可分为镇静钢、沸腾钢和介于两者之间的半镇静钢。冶炼方法对钢的性能影响,主要是通过钢的纯净度而起作用的。人们通过真空处理、炉外精炼和喷吹技术等,都可获得更高纯净度的钢,从而显著改善了碳素钢的品质。碳素钢的塑性加工工艺通常分热加工和冷加工。



构件下料前必须检查是否平直,否则必须矫直。焊接时焊条或焊丝应选用适合于所焊接的材料的品种,且应有出厂合格证。 焊接时构件之问的焊点应牢固,焊缝应饱满,焊缝表面的焊波应均匀,不得有咬边、未焊满、裂纹、渣滓、焊瘤、烧穿、电弧擦伤、弧坑和针状产气孔等缺陷,焊接区不得有飞溅物.如有漏焊,必须先焊渣后再进行补充焊接。
打磨平整光洁,不允许有焊渣、崩浅、毛刺或未打磨等情况;栏杆接缝应严密,不得有裂缝、翘曲、锻痕。焊接完成后,应将焊渣敲净。漆面平整均匀,不允许有色差、漏漆现象。表面平滑、均匀,不允许有、鼓泡、气孔、流挂、裂纹、夹杂物、发粘、划痕等缺陷。栏杆高度、问距、安装位置应符合设计要求。栏杆之问竖向问距不大于110mm ,允许偏差不大于3㎜ 。栏杆竖向平面乖直度不大于3 ㎜,横向平面直线度不大于4 ㎜。栏杆高度允许偏差不大于3 ㎜。
应注意的质量问题:尺寸超出允许偏差:对焊缝长宽、宽度、厚度不足,中心线偏移,弯折等偏差,应严格控制焊接部位的相对位置尺寸,合格后方准焊接,焊接时精心操作。焊缝裂纹:为防止裂纹产生,应选择适合的焊接工艺参数和焊接程序,避免用大电流,不要突然熄火,焊缝接头应搭接10-15mm ,焊接中不允许搬动、敲击焊件;表面气孔:焊接部位必须清洗干净,焊接过程中选择适当的焊接电流,降低焊接速度,使熔池中的气泡逸出。
铁艺栏杆安装:工艺流程 后加理件法:安装预理件一放线一安装立柱一扶手与认柱连接(针对木扶手工程);安装预埋件后加埋件做法是:采用膨胀螺栓与钢板来制作后置连接件,先在土建基层上放线,确定众柱固定点的位置,然后在安装基层上用冲击钻钻孔(对于安装基层有面砖和理石面层的,在使用专用理石钻头或水钻现在面层上开孔后,用冲击钻钻孔),再安装膨胀螺栓,螺栓保持足够的长度,在螺栓定位以后,将螺栓拧紧同时将螺母与螺杆间焊死,防止螺母与钢板松动。扶手与墙体面的连接也同样采取上述方法。
由于上述后加埋件施工,有可能产生误差,因此,在立柱安装之前,应甫新放线,以确定埋板位置与焊接众杆的准确性,如有偏差,及时修正二应保证立柱全部座落在钢板上,并且四周能够焊接。焊接立柱时,需双人配合,一个扶住栏杆使其保持乖直,在焊接时不能晃动,另一人施焊,要四周施焊,并应符合焊接规范。木扶手安装(针对木扶手工程)找位与划线: 安装扶手的固定件:位置、标高、坡度找位校正后,出扶手纵向中心线。按设计扶手构造,根据折弯位置、角度,划出折弯或割角线。
打磨平整光洁,不允许有焊渣、崩浅、毛刺或未打磨等情况;栏杆接缝应严密,不得有裂缝、翘曲、锻痕。焊接完成后,应将焊渣敲净。漆面平整均匀,不允许有色差、漏漆现象。表面平滑、均匀,不允许有、鼓泡、气孔、流挂、裂纹、夹杂物、发粘、划痕等缺陷。栏杆高度、问距、安装位置应符合设计要求。栏杆之问竖向问距不大于110mm ,允许偏差不大于3㎜ 。栏杆竖向平面乖直度不大于3 ㎜,横向平面直线度不大于4 ㎜。栏杆高度允许偏差不大于3 ㎜。
应注意的质量问题:尺寸超出允许偏差:对焊缝长宽、宽度、厚度不足,中心线偏移,弯折等偏差,应严格控制焊接部位的相对位置尺寸,合格后方准焊接,焊接时精心操作。焊缝裂纹:为防止裂纹产生,应选择适合的焊接工艺参数和焊接程序,避免用大电流,不要突然熄火,焊缝接头应搭接10-15mm ,焊接中不允许搬动、敲击焊件;表面气孔:焊接部位必须清洗干净,焊接过程中选择适当的焊接电流,降低焊接速度,使熔池中的气泡逸出。
铁艺栏杆安装:工艺流程 后加理件法:安装预理件一放线一安装立柱一扶手与认柱连接(针对木扶手工程);安装预埋件后加埋件做法是:采用膨胀螺栓与钢板来制作后置连接件,先在土建基层上放线,确定众柱固定点的位置,然后在安装基层上用冲击钻钻孔(对于安装基层有面砖和理石面层的,在使用专用理石钻头或水钻现在面层上开孔后,用冲击钻钻孔),再安装膨胀螺栓,螺栓保持足够的长度,在螺栓定位以后,将螺栓拧紧同时将螺母与螺杆间焊死,防止螺母与钢板松动。扶手与墙体面的连接也同样采取上述方法。
由于上述后加埋件施工,有可能产生误差,因此,在立柱安装之前,应甫新放线,以确定埋板位置与焊接众杆的准确性,如有偏差,及时修正二应保证立柱全部座落在钢板上,并且四周能够焊接。焊接立柱时,需双人配合,一个扶住栏杆使其保持乖直,在焊接时不能晃动,另一人施焊,要四周施焊,并应符合焊接规范。木扶手安装(针对木扶手工程)找位与划线: 安装扶手的固定件:位置、标高、坡度找位校正后,出扶手纵向中心线。按设计扶手构造,根据折弯位置、角度,划出折弯或割角线。

201不锈钢复合管精工制造,鑫海达不锈钢复合管生产制造厂家有限公司专业从事201不锈钢复合管精工制造,联系人:贾殿涛,电话:13863577835、13863577835,QQ:1271858886,发货地:经济开发区,以下是201不锈钢复合管精工制造的详细页面。