


联系我们

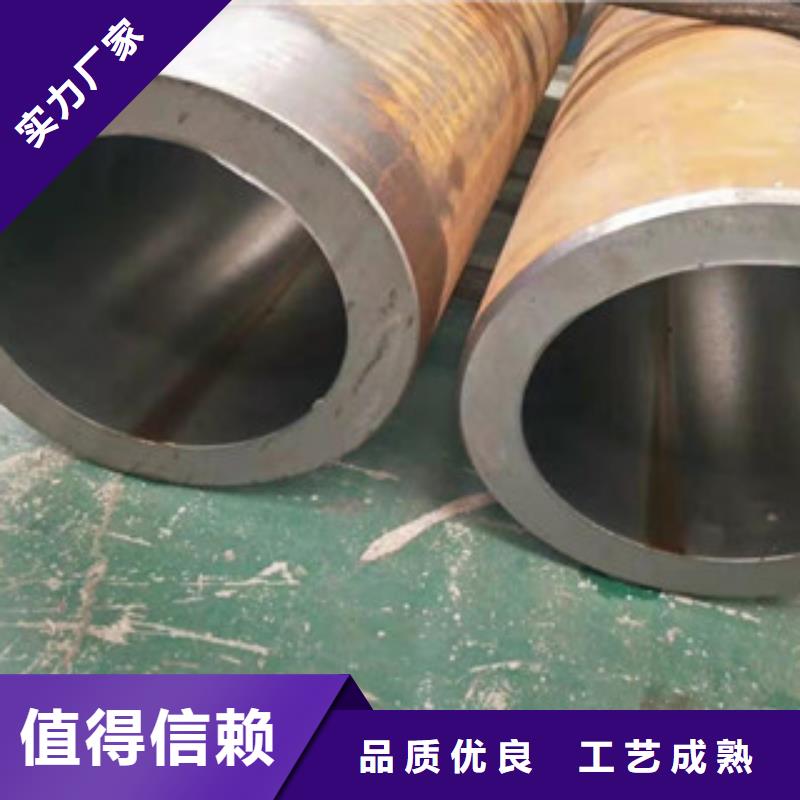
304不锈钢绗磨管制作
更新时间:2024-12-29 02:46:52 浏览次数:10 公司名称: 新策钢管有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 7600元 |
| 发货期限 | 洽谈 |
| 供货总量 | 80000吨 |
| 运费说明 | 7天 |
| 材质 | 45号 |
| 产地 | 山东 |
| 规格 | 100-110-125-140-150-160-180-200 |
| 类型 | 滚压绗磨管 |
| 可定制 | 是 |
| 型号 | 220-250-260-280-300 |




新策钢管有限公司专业从事 江西新余20#绗磨管等产品开发制造、销售。多年来积累了丰富的行业经验和资源,凭借专业的开发制造能力、高素质的安装队伍,优质的供应链以及的业务运作团队, 多样风格,系列齐全,成为 江西新余20#绗磨管领域的知名品牌,为 江西新余20#绗磨管行业的发展壮大贡献了力量,并积j i引领行业的变革及发展。现在,我司正在积j i自身实力,以双赢合作,稳固灵活的方式拓展更广泛更深入的战略伙伴合作关系。


冷拔(轧)无缝绗磨钢管的轧制方法较热轧(挤压无缝绗磨钢管)复杂。它们的生产工艺流程前三步基本相同。不同之处从第四个步骤开始,圆管坯经打空后,要打头,退火。退火后要用专门的酸性液体进行酸洗。酸洗后,涂油。然后紧接着是经过多道次冷拔再坯管,专门的热处理。热处理后,就要被矫直。钢管经矫直后由传送带送至金属水压实验进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。
无缝绗磨管工艺流程
管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装



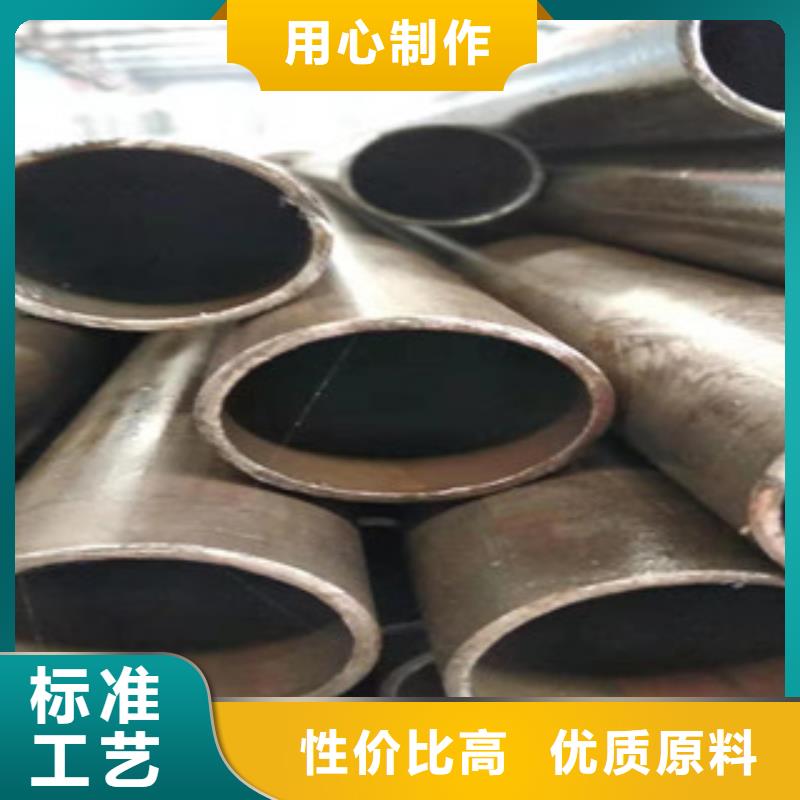
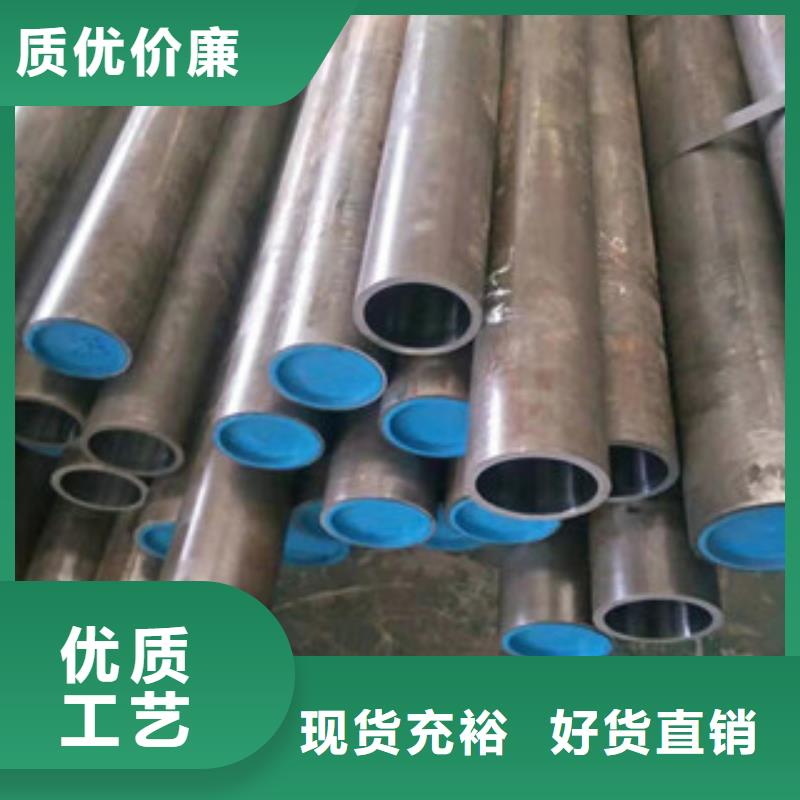
我公司有大量绗磨管、气缸管、油缸管、航模管、厚壁绗磨管、不锈钢绗磨管现货,将以优惠的价格,批零兼营的方式,为您提供快捷优质的服务,欢迎新老客户前来洽谈、电议。
主要生产经营各种规格的冷拔管、无缝钢管、珩磨管,绗磨管、航磨管、衍磨管、航模管、研磨管、油缸管)、油缸筒、油缸钢管、油缸缸筒、气缸钢管、缸体及总成。汽缸、活塞杆(镀铬棒、镀铬活塞杆、精密细长轴)、齿轮泵、多路阀、锯条、锯床等多种产品。广泛应用于液压油缸、气缸、液压机械、工程机械、石油机械、农业机械、灌装机械、矿山机械等领域。
本厂坚持以质量良好,以服务求誉。
油缸管采用滚压加工,由于表面层留有表面残余压应力,有助于表面小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹


珩磨齿轮是由基体加上磨料来构成的。使用它进行珩磨,主要是为了清理材料表面的杂质及毛刺等,从而来提高表面光洁度。不过,我们在使用这一种珩磨工具时,也是需要注意以下几点:
1、对于设备的行程应不超过珩磨时的宽度范围,否则的话,那么就有可能会严重损坏珩磨齿轮。
2、在珩磨量的控制上,应将其数值控制在合理的范围内。而且对于珩磨时间的控制,也是同样要求,建议是两分钟左右。
3、珩磨齿轮的材质,由于比较脆,所以是严禁敲打的,以免使其损坏而不能使用了。
关于如何提高珩磨管表面的光洁度这个问题,想要达到目标其实不难,因为可以从珩磨工艺上入手,进而来实现。进一步将,选择适合的珩磨油石,并控制好粗糙度,使其在正常允许范围内,那么就能达到上述要求了。
1、脱落切削阶段,这种定压绗磨,开始时由于孔壁粗糙,油石与孔壁接触面积很小,接触压力大,孔壁的凸出部分很快被磨去。而油石表面因接触压力大,加上切屑对油石粘结剂的磨耗,使磨粒与粘结剂的结合强度下降,因而有的磨粒在切削压力的作用下自行脱落,油石面即露出新磨粒,此即油石自锐。
2、破碎切削阶段,随着绗磨的进行,孔表面越来越光 ,与油石接触面积越来越大,单位面积的接触压力下降,切削效率下降。同时切下的切屑小而细,这些切屑对粘结剂的磨耗也很小。因此,油石磨粒脱落很少,此时磨削不是靠新磨粒,而是由磨粒 切削。因而磨粒 负荷很大,磨粒易破裂、崩碎而形成新的切削刃。
大口径厚壁绗磨管
