


我们的36/53.3-34套筒大厂家售后无忧视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:36/53.3-34套筒大厂家售后无忧的图文介绍


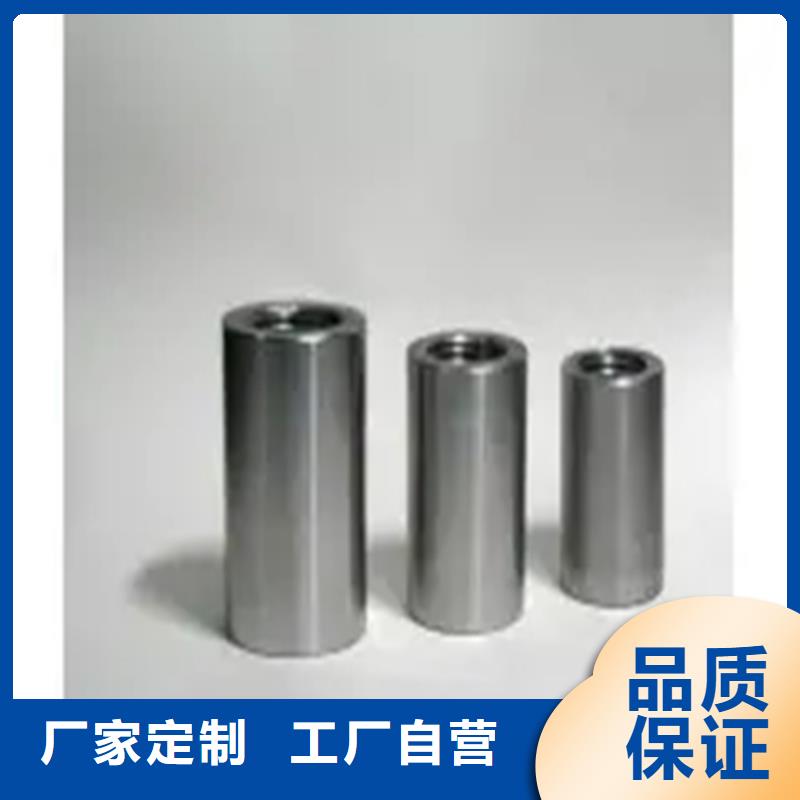
钢筋套筒接头加工的技术是需要十分慎重的进程需要的,我们可以经过比较其他加工技术而言,钢筋接头的技术进程是十分慎重的。1、钢筋端面平头:平头的目的是让钢筋端面与母材轴线方向垂直,宣选用砂轮切割机或其他专用堵截设备,制止气割。2、剥肋滚压螺纹:运用钢筋剥肋滚压直螺纹机将待联接钢筋的端头加工成螺纹。3、丝头质量查验:操作者对加工的丝头进行的质量查验。4、带帽保护:用专用的钢筋丝头保护帽或联接套筒将钢筋丝头进行保护,防止螺纹被磕碰或被污物污染。5、丝头质量抽检:对自检合格的丝头进行的抽样查验。6、存放待用:按规格型号及类型进行分类堆积。



①接受您的咨询,根据您的需求,确定合适的 吉林辽源钢筋套筒价格;
②为您提供 吉林辽源钢筋套筒价格设计、工艺流程设计;
③适合您的 吉林辽源钢筋套筒价格选购方案;
④根据您的特殊需求,设计 吉林辽源钢筋套筒价格产品;


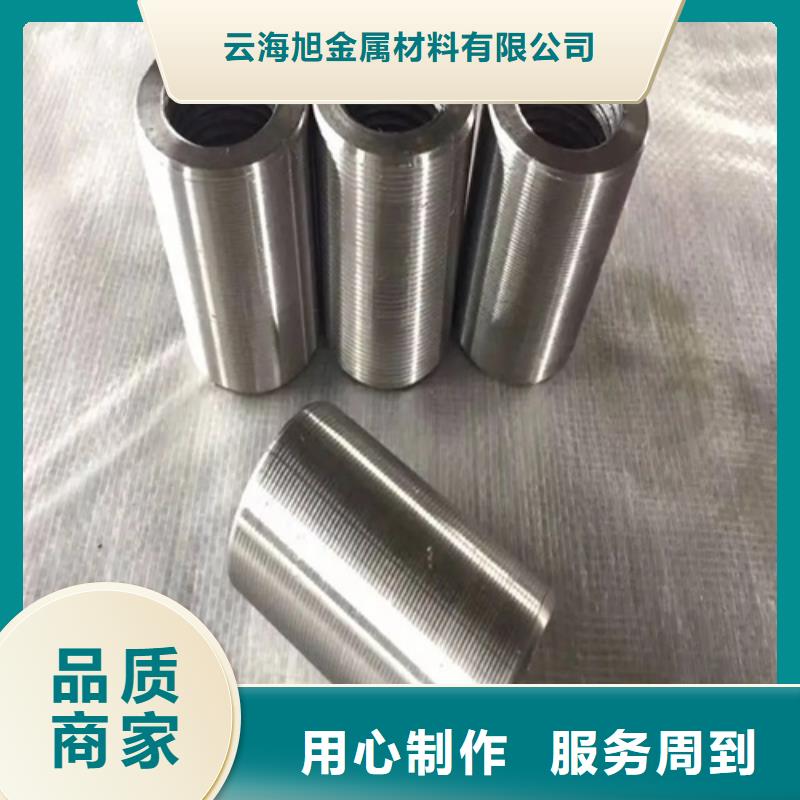
今日,小编来为大家讲述关于分体式钢筋连接套筒的重要性及要求,希望对大家有所帮助,一起来了解一下吧。分体式钢筋连接套筒的设计基准,其尺寸公差等级很高为IT4级,表面粗糙度为0.8,这些技术条件都是为了保证直螺纹连接套筒与抽轴承的配合精度和运动的平稳。分体式钢筋连接套筒是关键零件,它的质量直接影响其他工件的工作效率,所以钢筋直螺纹套筒的精度要求较高,尤其尺寸精度、形位精度和表面粗糙度等。分体式钢筋连接套筒的结构特点如下:在钢筋套筒两端φ68mm与φ62mm孔内安装轴承,轴承内孔与主轴轴颈相配合用来支承主轴并保证主轴的回转精度;要求在主轴旋转时不产生晃动,以保证主轴的回转精度。所以φ68mm与φ62mm孔和φ85mm的外圆是钢筋直螺纹套筒的主要加工的表面。



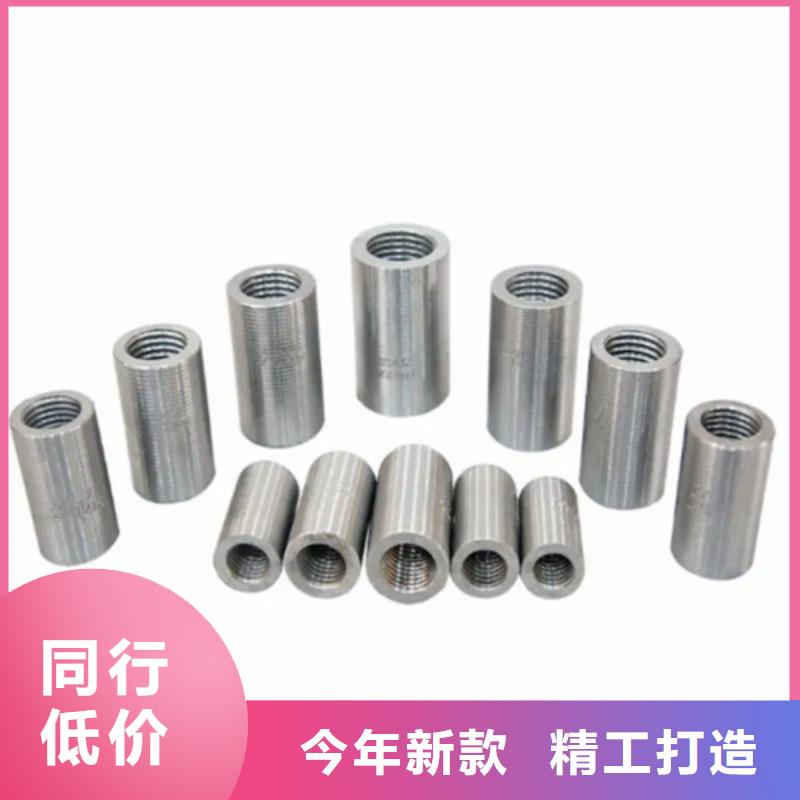
钢筋套筒冲突防松:这是使用较广的一种防松方法,这种方法在螺纹副之间,产生一不随外力变化的正压力,以产生能够阻止螺纹副相对滚动的冲突力。这种正压力可通过轴向,或同时两向压紧螺纹副来实现。如选用弹性垫圈、钢筋衔接套筒、自锁螺母和尼龙嵌件锁紧螺母等。这种防松方法关于螺母的拆开比较方便,但在冲击、振荡和变载荷的状况,开端螺栓会因松弛导致预紧力下降,随着振荡次数的增加,丢失的预紧力缓慢地增多,终将会导致螺母松脱、螺纹联接失效。3、铆冲防松:在拧紧后选用冲点、焊接、粘接等方法,使螺纹副失去运动副特性,而衔接成为不可拆衔接。这种方法的缺陷是栓杆只能使用一次,且拆开十分困难,一定要破坏螺栓副方可拆开。

