



我们为您准备了河道灯光栏杆厂家质优价廉产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
以下是:河道灯光栏杆厂家质优价廉的图文介绍
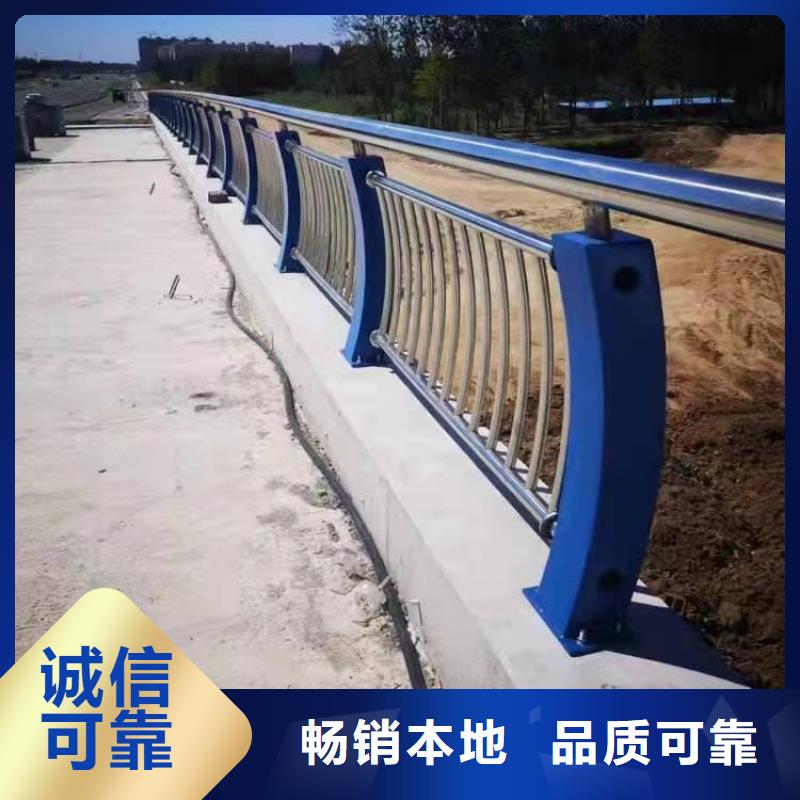
广斌金属材料有限公司坐落于开发区凤凰工业园。生产的主要产品有: 河南平顶山桥梁防撞护栏等。 诚信是金。人无信不立,商无信不远,我们站在发展的角度,坚持走诚信之路,更把这种经营理念贯穿于每一道生产工序中。我们本着以质量拓市场,以信誉赢客户的宗旨,不断增强自身实力,完善内部机制;以更优良的技术,更优良的服务奉献给广大用户。竭诚欢迎广大客户前来参观指导、协商洽谈!


不锈钢复合管护栏焊接进程
如果因液态缩短和凝结缩短形成的体积缩短等于因外壳尺度缩小所形成的体积减缩,则凝结的外壳仍和内部液态金属紧密触摸,不会发生缩孔。可是,因为合金的液态缩短和凝结缩短超过硬壳的固态缩短,因而液体将与硬壳的顶面脱离。顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属全部凝结后,在铸件上部就形成了一个倒锥形的缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设置冒口,缩孔将移至冒口中。以上对合金缩短规矩的剖析,仅涉及合金管成分、温度等自身因素对缩短的影响,没有考虑缩短进程中遇到的各种阻止,这种缩短称为自在缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻止而使缩短不能自在进行,这时发生的缩短称为受阻缩短。受阻缩短率总小于自在缩短率,阻力更大时将出现裂纹。
焊接进程:先焊复合层,后焊底层,流程:封焊层——打底焊——过渡层——填充层——盖面层。管子对焊组对时,其内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且应≤2mm。焊接时,应尽量选用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。打底焊时,仰焊方位选用内填丝,立焊、平焊方位选用外填丝法进行焊接。应在坡口内引弧,禁止在非焊接部位引弧,接弧处应保证焊透与熔合,熄弧时应填满弧坑,焊接即将结束时,应减小氩气流量,避免气压过大使焊缝发生凹陷。焊丝不能与钨级触摸或直接深化电弧的弧柱区,避免损坏电弧的安稳和发生夹钨缺点,焊丝端部不得退出保护区,避免焊丝氧化。
如果因液态缩短和凝结缩短形成的体积缩短等于因外壳尺度缩小所形成的体积减缩,则凝结的外壳仍和内部液态金属紧密触摸,不会发生缩孔。可是,因为合金的液态缩短和凝结缩短超过硬壳的固态缩短,因而液体将与硬壳的顶面脱离。顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属全部凝结后,在铸件上部就形成了一个倒锥形的缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设置冒口,缩孔将移至冒口中。以上对合金缩短规矩的剖析,仅涉及合金管成分、温度等自身因素对缩短的影响,没有考虑缩短进程中遇到的各种阻止,这种缩短称为自在缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻止而使缩短不能自在进行,这时发生的缩短称为受阻缩短。受阻缩短率总小于自在缩短率,阻力更大时将出现裂纹。
焊接进程:先焊复合层,后焊底层,流程:封焊层——打底焊——过渡层——填充层——盖面层。管子对焊组对时,其内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且应≤2mm。焊接时,应尽量选用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。打底焊时,仰焊方位选用内填丝,立焊、平焊方位选用外填丝法进行焊接。应在坡口内引弧,禁止在非焊接部位引弧,接弧处应保证焊透与熔合,熄弧时应填满弧坑,焊接即将结束时,应减小氩气流量,避免气压过大使焊缝发生凹陷。焊丝不能与钨级触摸或直接深化电弧的弧柱区,避免损坏电弧的安稳和发生夹钨缺点,焊丝端部不得退出保护区,避免焊丝氧化。






桥梁护栏在切割的过程中注意的问题有哪些呢?
1、等离子切割 自动等离子切割机,速度快,但内壁附有大量熔融冷却后的金属残渣,清理起来很麻烦。等离子大多数切割都要发热,所以管子端口肯定变色,参数调整比较困难,使用不当容易造成恶劣的切口质量,现在已经很少用户用等离子切割机来切割薄壁不锈钢管。
2、自动滚刀切管机只有圆周的刃口,没有锯齿。一边转动一边向里进给,切口平整光滑,无铁屑,没有毛刺,内 壁略微收口。加上特殊工装,收口现象能极大改观,设备造价低,适合中小企业合适的选择。 切割壁厚0.3毫米的不锈钢管,在将要切断的瞬间,会产生撕裂现象,管口会严重变形,切割大口径的薄壁不锈钢管时需要加上特殊装置,才能做到切割不变形,对操作人员的技术要求高。
3、仪表车床针对切割非常薄壁的不锈钢管(壁厚0.2~0.6mm,直径范围在32mm以下),使用质优的白钢或锋钢刀具,刀具成本低,但是比较耐用,切面很平整,切割不加水,适合家居产品管件如拖把管、扫把管、蚊帐管的切割,这种方式自动化程度低,劳动强度大。适合切割小直径的圆管。目前经过自动化改仪表切刀切管机的切割效率将会大大提高,操作工人的劳动强度也会降低。
4、另外也有一种类似于类似自动仪表车床,但使刀具旋转并进给,管材不动,解决了超长度钢管旋转带来的不便。可采用两把刀同时加工的切削方式,可以实现一把刀切断,同时另一把刀修正钢管断面,但是这种切割方式同样也只适合小批量切割。
5、锯片切割,目前用来切割薄壁不锈钢管的锯片一般是采用钨钢锯片切割,结合数控设置的自动送料系统,自动化程度高,操作简单,工人劳动强度低,一人可同时操作多台机,切割薄壁不锈钢管时,切割速度快、切口不变形无毛刺、切割精度高、实地测试切割19*0.3*200mm的管件,每10小时的产量可达8000支以上,是一款非常适合大批量薄壁管件切割的切管机。
桥梁护栏在切割的过程中注意的方式和方法就是以上我们采用的这些方式,在进行操作的过程中不断地去改善它的切割的操作,让桥梁护栏的效果更加好,这样的话桥梁护栏的性能和效率才会更加突出!
1、等离子切割 自动等离子切割机,速度快,但内壁附有大量熔融冷却后的金属残渣,清理起来很麻烦。等离子大多数切割都要发热,所以管子端口肯定变色,参数调整比较困难,使用不当容易造成恶劣的切口质量,现在已经很少用户用等离子切割机来切割薄壁不锈钢管。
2、自动滚刀切管机只有圆周的刃口,没有锯齿。一边转动一边向里进给,切口平整光滑,无铁屑,没有毛刺,内 壁略微收口。加上特殊工装,收口现象能极大改观,设备造价低,适合中小企业合适的选择。 切割壁厚0.3毫米的不锈钢管,在将要切断的瞬间,会产生撕裂现象,管口会严重变形,切割大口径的薄壁不锈钢管时需要加上特殊装置,才能做到切割不变形,对操作人员的技术要求高。
3、仪表车床针对切割非常薄壁的不锈钢管(壁厚0.2~0.6mm,直径范围在32mm以下),使用质优的白钢或锋钢刀具,刀具成本低,但是比较耐用,切面很平整,切割不加水,适合家居产品管件如拖把管、扫把管、蚊帐管的切割,这种方式自动化程度低,劳动强度大。适合切割小直径的圆管。目前经过自动化改仪表切刀切管机的切割效率将会大大提高,操作工人的劳动强度也会降低。
4、另外也有一种类似于类似自动仪表车床,但使刀具旋转并进给,管材不动,解决了超长度钢管旋转带来的不便。可采用两把刀同时加工的切削方式,可以实现一把刀切断,同时另一把刀修正钢管断面,但是这种切割方式同样也只适合小批量切割。
5、锯片切割,目前用来切割薄壁不锈钢管的锯片一般是采用钨钢锯片切割,结合数控设置的自动送料系统,自动化程度高,操作简单,工人劳动强度低,一人可同时操作多台机,切割薄壁不锈钢管时,切割速度快、切口不变形无毛刺、切割精度高、实地测试切割19*0.3*200mm的管件,每10小时的产量可达8000支以上,是一款非常适合大批量薄壁管件切割的切管机。
桥梁护栏在切割的过程中注意的方式和方法就是以上我们采用的这些方式,在进行操作的过程中不断地去改善它的切割的操作,让桥梁护栏的效果更加好,这样的话桥梁护栏的性能和效率才会更加突出!



碳素钢外衬不锈钢复合管介绍:碳素钢外覆不锈钢复合管是将薄壁奥氏体不锈钢管,经高科技同步冷挤压,从而均匀复合在镀锌钢管或无缝钢管外壁,使两种金属材料有机地融为一体,既能防腐蚀,保持腐蚀性介质纯度和畅通。 碳素钢外覆不锈钢复合管,广泛于道路护栏景点护栏防护设施高速栏杆能源与等领域,体育场地设施工程施工交通格栅、建筑装饰、路灯、牌、架、家具、车船制造、输输气、摩托车杠、晾衣架、自行车车把等是纯不锈钢管、铜管或其他耐腐蚀合金管道升级换产品。 2004年10月,外衬不锈钢复合钢管中华人民共和国城镇建设行业标准CJ/T192-2004,经制定并颁布实施。钢管是我们生活中使很广泛产品,尤其是不锈钢复合管更是受消费者喜爱,而且在购买钢管时候很多人都会选择购买。 那么,不锈钢复合管为什么能够普及呢下面不锈钢复合管厂家就给大家分析一下:不锈钢复合管往往是我们选购钢管,这是为什么呢这类产品具有怎么样优势呢首先,不锈钢可以说是为大家所熟悉一种材料,使这类材料制作而成产品往往具有一定质量保证。 随着社会不断发展,不锈钢复合管现如今在我们生活中已经得到了普及,不管是建筑行业还是别领域都能够看到不锈钢复合管身影。而这种材料就是不锈钢复合管制作中不可或缺一部分料。其还采了钢这种特殊金属材料。