



我们为您准备了球墨铸铁管国标价格产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
以下是:球墨铸铁管国标价格的图文介绍
格瑞管业有限公司以合理的价格、热情的服务态度、精湛熟练的售后保障对您提供优质服务。我们本着交货迅速、实行三包、跟踪服务等经营原则竭诚为广大用户服务。我公司把顾客放在优先位置,建立起了 山西晋中球墨铸铁管产品售前、售中、售后服务规范,、全过程满足顾客要求,使我们的 山西晋中球墨铸铁管产品和服务深得顾客的信赖,与顾客建立起了长期合作和互利关系。


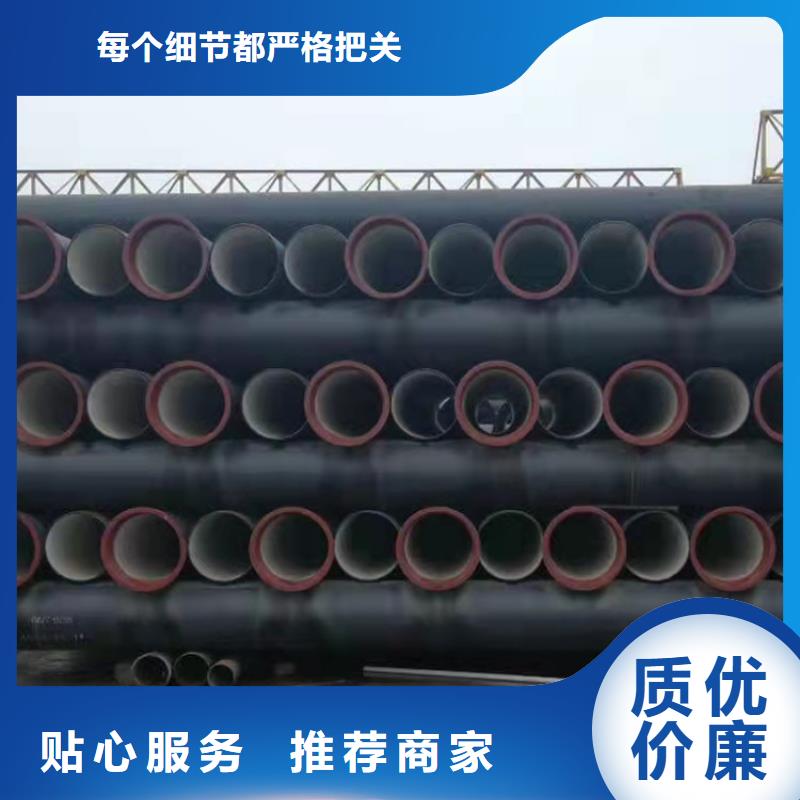
球墨铸铁管在使用的过程中要求具有完好的密封性,所以连接方法就很重要。特别是用来输送气体的球墨铸管的,由于气体的压强本身就远远大于输送水和油的压强指数,所以一旦连接口出现问题,则会造成不可估量的损失。那么球墨铸管的连接方法有哪些呢?正确的球墨铸管连接方法应该是有两种形式,在管道与管道的相互连接时候,采用的一般是承插式和法兰接口形式。但是这两种的连接方式都无法避免一定的能源损耗。按照其管道的功能来区分球墨铸管的连接方法又可以分为柔性的接口和刚性的接口。所谓的柔性接口就是带有胶圈密封的接口方式,有了胶圈就说明了这个管道可以有一定转角和位移,该方式的优点在于有了足够缝隙可以抵制一些震动,更加密封。刚性的球墨铸管的接口则安装起来比较方便,因为不用像柔性接口那样还要人工的一个一个安装胶圈,不过有缺陷的地方就在于劳动强度没有柔性的接口强






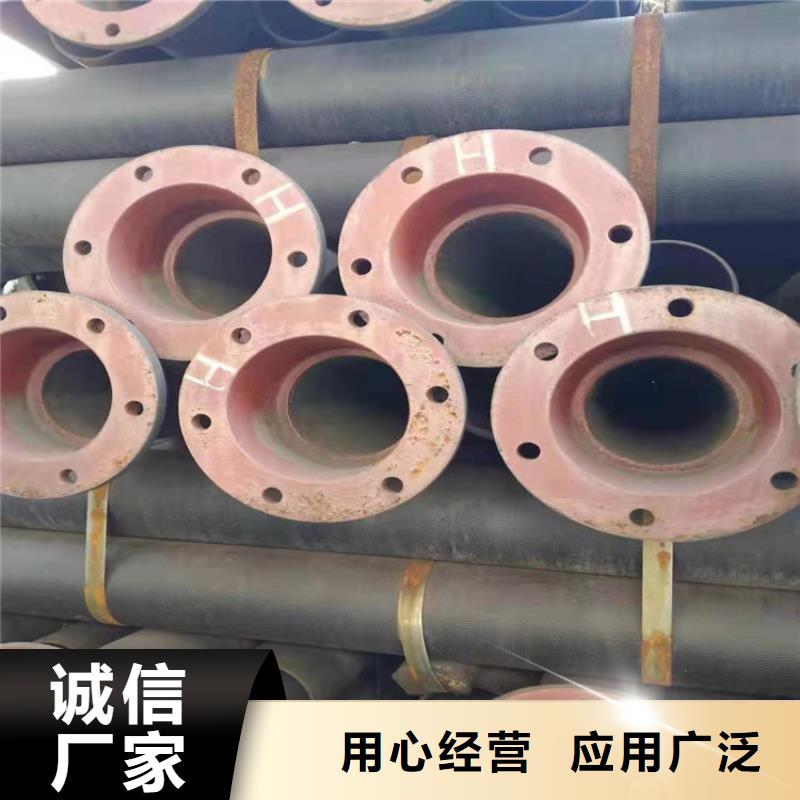
二、现代防腐工艺:根据球墨铸铁管输送介质的不同,埋入土壤的土质不同,管道环境不用,对管道的内外防腐都有不一样要求。随着具有各种特性的化工原料出现,球磨铸铁管的内外防腐技术也在不断发展。适应不同环境、适用不同输送介质的耐腐蚀球磨铸铁管纷纷出现在管道施工现场。比较成熟的有管外喷涂环氧彩漆、管内衬聚脲、管内衬环氧陶瓷。(一)管外喷涂环氧彩漆管外喷涂的环氧彩漆为双组分液体环氧涂料,使用高压无气喷涂技术,喷涂厚度0.3mm,颜色可以根据客户要求配制不同颜色。喷涂前铸管需要预热到70摄氏度。(二)管内衬聚脲管内衬聚脲为双组分防腐涂料,喷涂厚度一般不小于1mm。其固化速度快,快10s凝胶,10分钟可达步行强度。用于球墨铸铁管内壁防腐时,铸管需要预热到70摄氏度,铸管内壁需要采用G17或者G24钢砂进行抛丸处理,达到Sa2.5。内壁必须光洁、无油污、重皮、氧化皮、锈斑等影响聚脲粘附力的缺陷。喷涂设备选用美国GRACO的专用聚脲喷涂机。在DN80-300规格的铸铁管内喷涂聚脲,需要使用国内研发的专用小管喷枪。(三)管内衬环氧陶瓷球墨铸铁管内喷涂的环氧陶瓷是一种三组分的防腐涂料,涂层厚度不小于1.2mm。A料为液体环氧树脂,添加大量石英粉;B料为聚胺类固化剂;C料为催化剂。三种原料的体积比为100:100:1。喷涂后铸管需要继续旋转,大约40分钟后,环氧陶瓷达到表干程度,可以停止铸管旋转,进行静至固化。固化时间根据外界温度不同在4~16小时内变化。固化后,防腐层致密光滑,坚如陶瓷,因此命名为环氧陶瓷。其具有很好的耐水、抗腐蚀和电绝缘性。环氧陶瓷分为黑陶和白陶两种。黑陶用于输送污水;白陶可用于输送饮用水。由于此种涂料内含有大量石英粉,一般的喷枪使用寿命短,因此,需要采用甩盘式喷涂。



二)如何通过磨割方法切割球墨铸铁管?磨削切割法切割球墨铸铁管是用砂轮切割球墨铸铁管直至断裂。采用磨削方式切割球墨铸铁管时,应先在切割部位做好标记,以免切割时产生偏差。将拔出的球墨铸铁管放入切割机中,固定好球墨铸铁管,并用内置卡箍夹紧。接下来,启动切割机,逐渐向切割机手柄施加压力。砂轮切入球墨铸铁管,直到球墨铸铁管被切断。在手柄上施加压力时,一次不要用力过大,否则砂轮会断裂。机器运转时,操作人员不得站在带砂轮的一侧,以免发生事故。砂轮切割时,可能会振动、抖动或不稳定,必须立即停止操作。检查砂轮有无断裂或缺口。如有破损,必须及时更换,确保正常使用。球墨铸铁管如有毛边妨碍使用时,可用砂轮或锉刀打磨光滑。现在一般球墨铸铁管供应在国际水平上有点欠缺,如果能按照以上标准加以改进,就可以达到国际水平。使用磨割方法切割铸铁管时,不要不小心伤害自己。
