
联系我们

当前位置:
聊城 艾斯特钢材有限公司 >
辽阳当地产品News
27SiMn无缝管施工安装
更新时间:2025-01-01 18:59:55 浏览次数:5 公司名称:聊城 艾斯特钢材有限公司
以下是:27SiMn无缝管施工安装的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 4999/吨 |
| 发货期限 | 3天 |
| 供货总量 | 989989889 |
| 运费说明 | 电议 |
| 是否厂家 | 是 |
| 产品品牌 | 艾斯特 |
| 产品规格 | 齐全 |
| 发货城市 | 山东 聊城 |
| 产品产地 | 山东 聊城 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
以下是:27SiMn无缝管施工安装的图文视频


在辽宁省辽阳市采购27SiMn无缝管施工安装请认准艾斯特钢材有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:王经理-15506353506,QQ:15506353506,地址:聊城经济开发区发货到辽宁省 辽阳市 白塔区、文圣区、宏伟区、弓长岭区、太子河区、灯塔市)。 辽宁省,辽阳市 辽阳市,古称襄平、辽东城,辽宁省辖地级市,国务院批复确定的以石化产业为主的现代工业城市、辽中南地区中心城市和历史文化名城。截至2022年,辽阳市下辖5个区、1个县,代管1个县级市,总面积4735.78平方千米,建成区面积139.5平方千米,年末全市常住人口154.3万。
我们的27SiMn无缝管施工安装产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:27SiMn无缝管施工安装的图文介绍


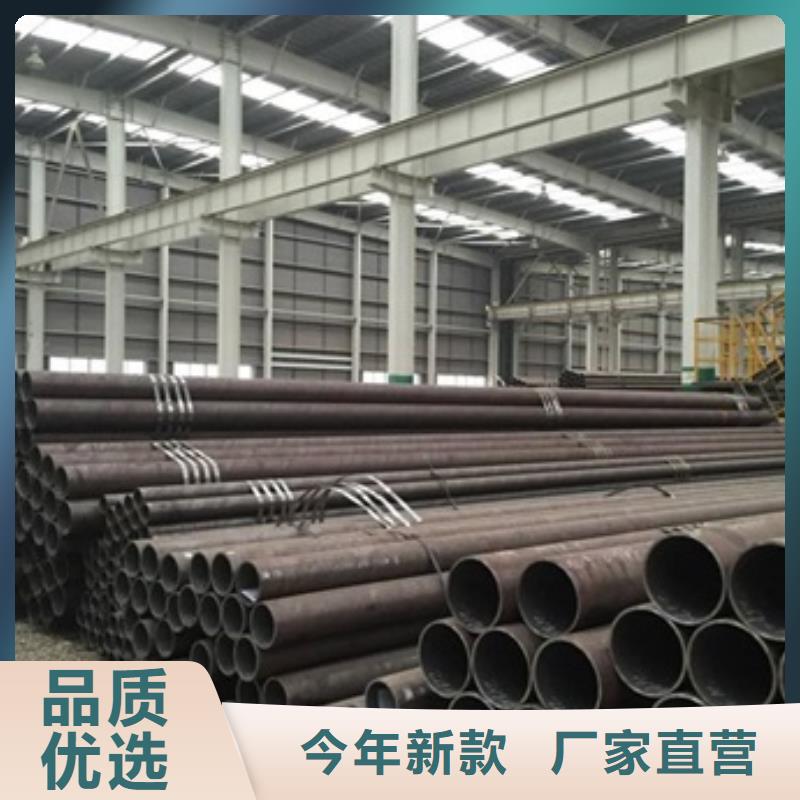
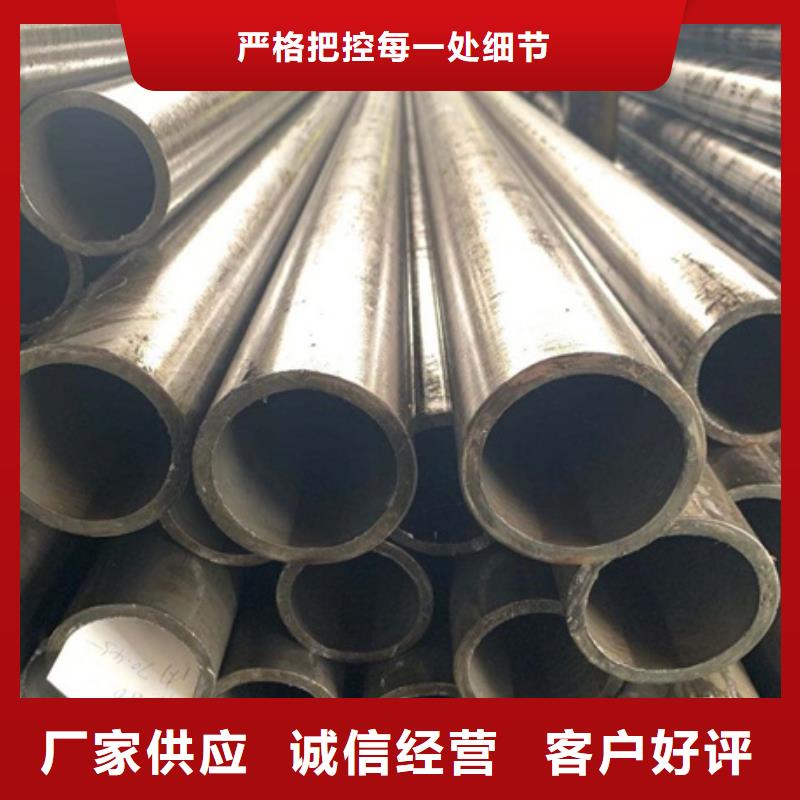
大口径合金无缝管的生产工艺。它包括以下步骤:步骤一,物料准备;步骤二,管坯加热和斜轧穿孔;步骤三,毛管修整;步骤四,热扩变形定径;步骤五,热处理;步骤六,矫直;步骤七,内磨;步骤八,纠偏;步骤九,外磨;步骤十,探伤检验;步骤十一,再精整、终检和包装。本发明不但可以在大组距的范围内生产合金无缝钢管,而且投资相对较小,产品质量高,生产效率较高,生产成本较低。无缝钢管的主要生产流程 管坯及坯加热、管坯的穿孔、钢管的延伸、钢管的轧制、钢管定径与减径、钢管的冷却和精整 或者可以说是 钢胚的加热 穿孔 热扎 酸洗 冷拔 碳烧 切头 喷标 包装 成品。 一种无缝钢管的制造方法,其特征在于:设置将具有多个轧辊的轧制机座、以互相不同的轧制方向连续配置多台的芯棒式无缝管轧机,在这样的制造生产线上对无缝钢管进行轧制后,在多点上测定轧制后的钢管圆周方向上的壁厚,根据其测定结果,至少分别控制芯棒式无缝管轧机的终轧制机座上的轧辊各个轴的两端位置,以便使壁厚不均达到小。



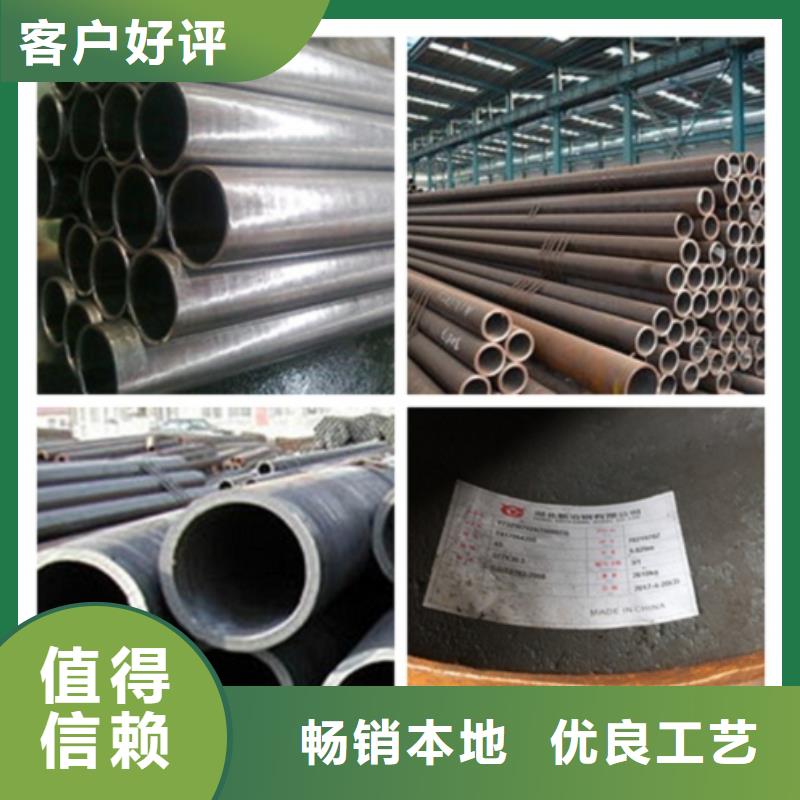
艾斯特钢材有限公司自成立以来,非常注重创新和研发的投入,为拓展思路,公司大量收集、整理各地需求信息外,不断为 辽宁辽阳大口径无缝钢管产品发展注入新的活力。


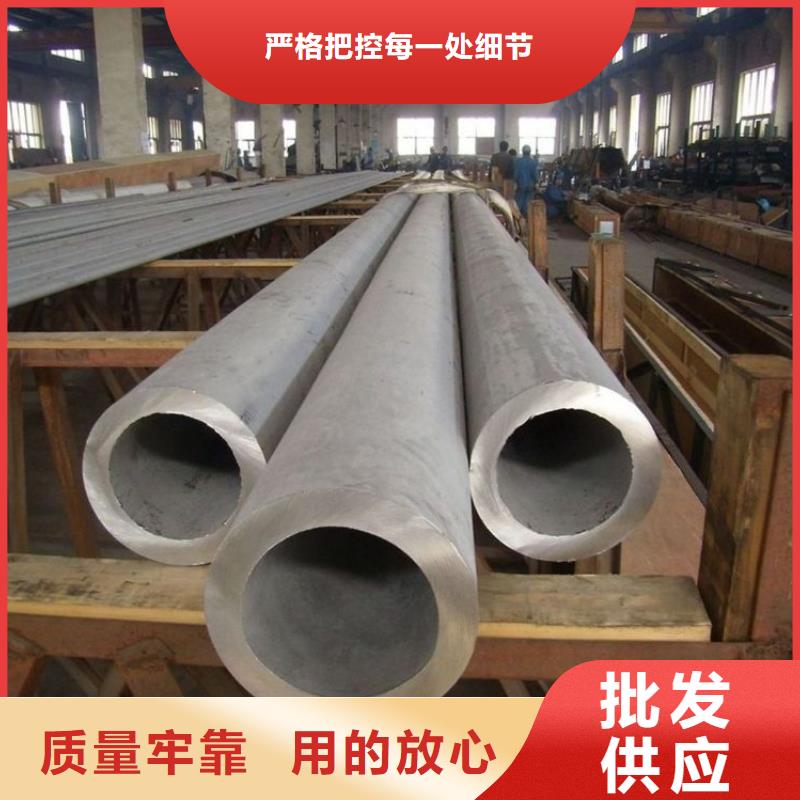
公司有各种规格型号的无缝管,您需要什么型号,用在哪里,有什么需求,都可以告诉我们。 可以在线留言,也可以加,也可以直接电话咨询。 Q345C无缝管和16Mn无缝钢管都属于低温合金管,此类钢制造的无缝钢管被广泛用于液压支柱、高压气瓶、高压锅炉、化肥设备、石油裂化、汽车半轴套、柴油机、液压管件等用管。 合金结构钢是在优质碳素结构钢的基础上,适当加入一种或者许数种合金元素,用来退步钢的力学性能、韧性和淬透性。



热连轧无缝钢管内结疤缺陷是存在于钢管内表面,类似于黄豆粒大小的凹坑,结疤内大部分有呈灰褐色或灰黑色的异物。内结疤的影响因素有:除氧化物剂、喷吹工艺、芯棒润滑等因素。下面就随无缝钢管厂家小编来看一下如何控制无缝钢管的内表面缺陷: 1、除氧化物剂 氧化物要求在芯棒预穿时处于熔融状态。其力度等严格要求。 1)除氧化物剂粉末粒度一般要求在16目左右。 2)除氧化物剂中硬脂酸钠的含量要达到12%以上,以使其能在毛管内腔中充分燃烧。 3)根据毛管内表面面积确定除氧化物剂的喷吹量,一般为1.5-2.0g/dm2,不同直径、长度的毛管喷吹得除氧化物剂量是不同的。 2、喷吹工艺参数 1)喷吹压力应与毛管直径、长度相配合,既保证吹扫有力,燃烧充分,又不能有未完全燃烧的除氧化物剂被气流从毛管内吹走。 2)吹扫时间应根据毛管直接、长度进行调节,以毛管内没有悬浮的金属氧化物再被吹出为标准。 3)喷嘴高度应根据毛管直径进行调节,以保证对中良好。每个班次要清理一次喷嘴,长时间停机要拆下喷嘴进行清洗。为保证除氧化物剂在毛管内壁均匀吹扫,在喷吹除氧化物剂工位使用选装装置,并配以旋转气压。 3、芯棒润滑 芯棒润滑效果不好或芯棒润滑剂温度过低,会产生内结疤。为了提高芯棒温度,可采取只一次冷却水冷却的办法。生产过程中需要严格控制芯棒的温度,保证喷涂润滑剂前芯棒表面温度在80-120℃,芯棒温度不能长时间高于120℃,以保证预穿前其表面的润滑剂干燥并致密,操作工应经常检查芯棒润滑状况。
艾斯特钢材有限公司【15562869292】在辽宁省辽阳市本地专业从事27SiMn无缝管施工安装,价格低,发货快,效果好 ([城市群])可送货上门。