




钢筋笼绕笼机现货报价河南建贸机械的详细视频已经上传,通过视频,您可以更深入地了解产品的功能和特点。
以下是:钢筋笼绕笼机现货报价河南建贸机械的图文介绍


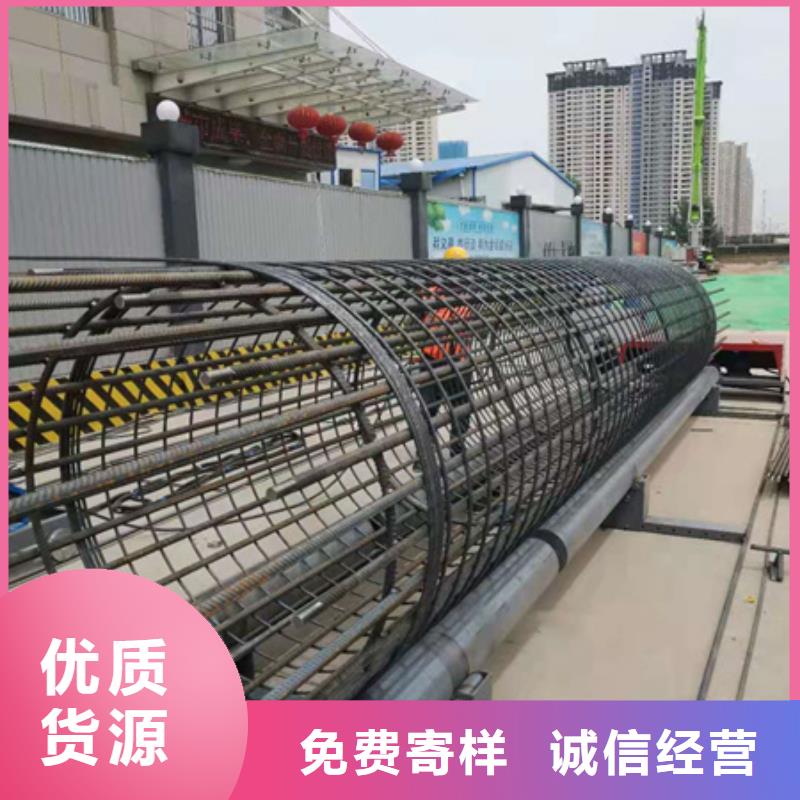
操作:钢筋笼全长9米时一般用两根过渡箍,缠绕筋起点位置为前端,在前端外套入一个过渡箍,避免在缠绕区内。末端在钢筋笼尾部胶辊靠前面位置套入一个过渡箍,当缠绕筋工作到附近时,用手掌推动过渡箍向后移动,(注意:不能用手抓过渡箍,此时过渡箍是旋转状态,容易对人造成伤害。)直止过渡箍退出钢筋笼。前端过渡箍也可如此。钢筋笼12米以上,或者单节钢筋笼较重时,骨架中间加焊1、2圈缠绕筋替代第三个过渡箍。或直接中间开始绕筋,另半截笼前面向中间缠绕连接完成。所以三个过渡箍的中间一个箍应置放在中间靠后面的地方,借以减少冲击振动。退出辊轮并过渡到后面辊轮的方法--将过渡箍向后面推压,让过渡箍顺胶辊旋转到上面直到全部退出。准备台架;若采用骨架直接滚进辊轮内档(小型钢筋笼),骨架制作台架高度与设备同高。机器上骨架制作过程;备齐一节钢筋笼所需箍筋按位置平放两辊轮上,将一根主筋抬放于辊轮长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动胶辊,抬二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,湖北随州钢筋笼绕筋机可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,后补齐焊完全部主筋。



建贸机械设备有限公司位于长葛市,主营【湖北随州五机头钢筋弯箍机】制造,厂家于2016年正式注册成立。多年以来,厂家本着为客户提供更好的【湖北随州五机头钢筋弯箍机】产品和服务思想,专注于【湖北随州五机头钢筋弯箍机】设计、制造,与全国200多个【湖北随州五机头钢筋弯箍机】客户建立了长期合作关系。


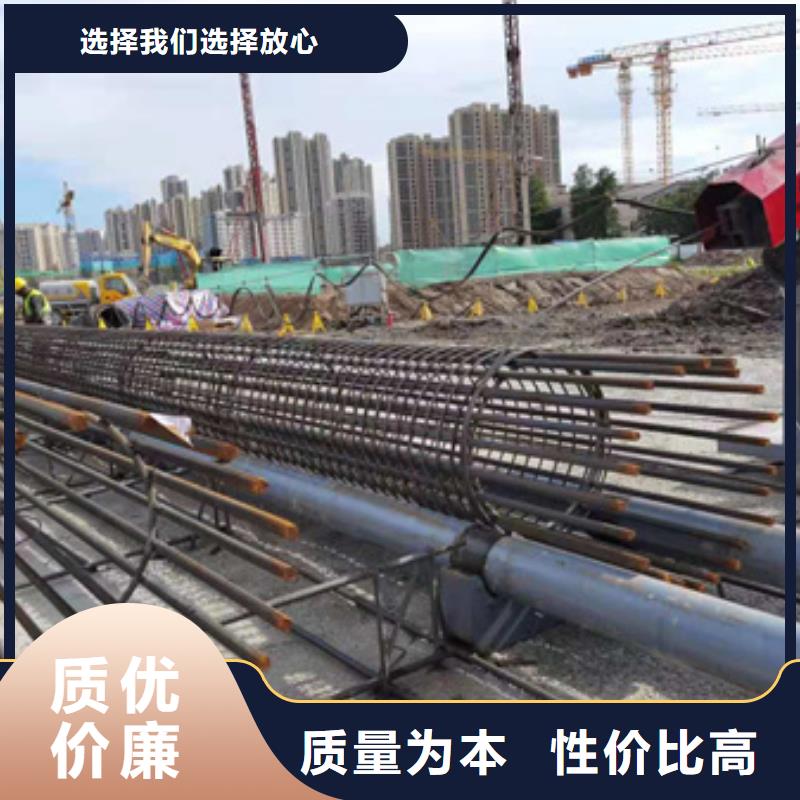
湖北随州钢筋笼绕筋机安装与使用钢筋笼保护层应设计图纸和规范的要求。钢筋笼保护层垫块采用绑扎砼轮型垫块,砼垫块半径大于保护层厚度,中心穿钢筋焊在主筋上,每隔2米左右设一道,每道沿圆周对称设置不小于4块。钢筋笼下放到位后要对其顶端定位,防止浇注砼时钢筋笼偏移、上浮,下放要留存影像资料。钢筋笼保护层应设计图纸和规范的要求。钢筋笼保护层垫块采用绑扎砼轮型垫块,砼垫块半径大于保护层厚度,中心穿钢筋焊在主筋上,每隔2米左右设一道,每道沿圆周对称设置不小于4块。●材料规格主筋Φ12~40mm,箍筋Φ5~16mm盘筋直接作业钢筋绕筋机具体做法是:在定位钢筋顶端的顶吊圈内两根平行的工字钢。将整个定位骨架支托于护筒顶端。两个工字钢的净距应大于导管外径30CM。然后撤下吊绳,用用4根φ25短钢筋将工字钢及定位筋的顶吊圈焊于护筒上。钢筋笼下完后应在钢筋笼上拉上十字线,找出钢筋笼中心,根据保护桩找出桩位中心,钢筋笼定位时使钢筋笼中心与桩位中心重合并固定,使钢筋笼定位于孔中心。一方面可以防止导管或碰撞而使整个钢筋骨架变位或落入孔中,另一方面也可起到防止骨架上浮的作用。



钢筋笼绕筋机钢筋笼滚焊机的分类
1、连续滚焊 连续滚焊时,工件在两滚 间连续移动(即滚盘连续旋转),焊接电流也连续通过工件。这种方法易使工件表面和熔核附近过热,电机磨损严重,焊缝易出现较深的压坑,因而很少使用。
2、断续滚焊 断续滚焊时,滚轮连续转动,工件连续移动,电流断续通过工件,形成的焊缝由彼此搭叠的熔核组成。由于电流断续通过,在休止时间内,滚轮和工件得以冷却,因而可以提高滚轮寿命,减小热影响区宽度和工件变形,获得较好的焊接质量,没有连续滚焊时的缺点。断续滚焊时,在熔核冷却时滚盘已离开焊接区,没有充分的锻压过程,熔核在压力减小的情况下结晶,很容易产生表面过热、缩孔和裂纹。

