

我们的:负重铅板供货商视频现已上线,解锁产品新视界,视频带你一探究竟!
以下是::负重铅板供货商的图文介绍

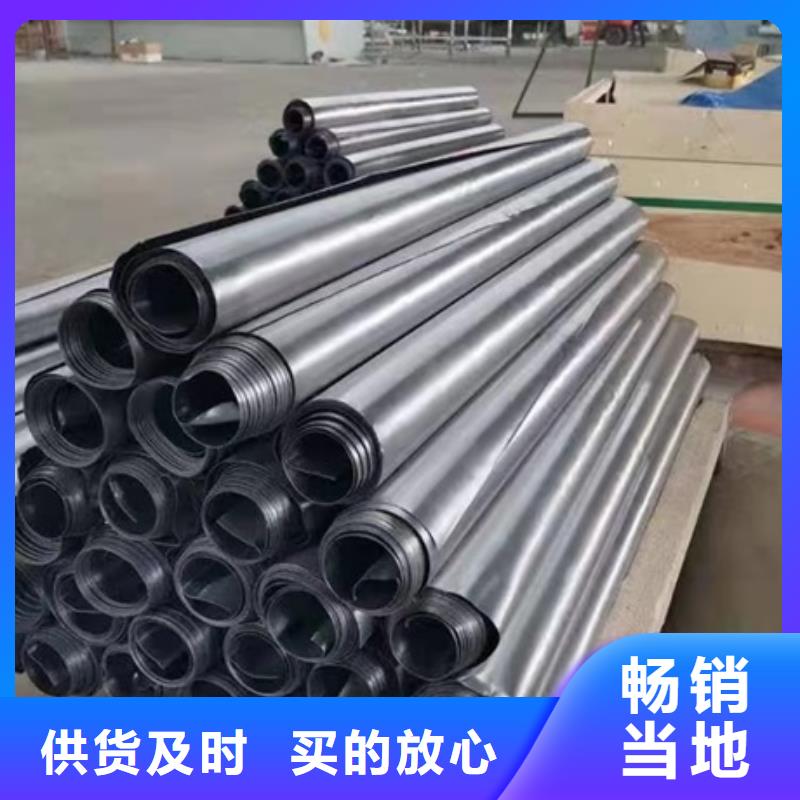
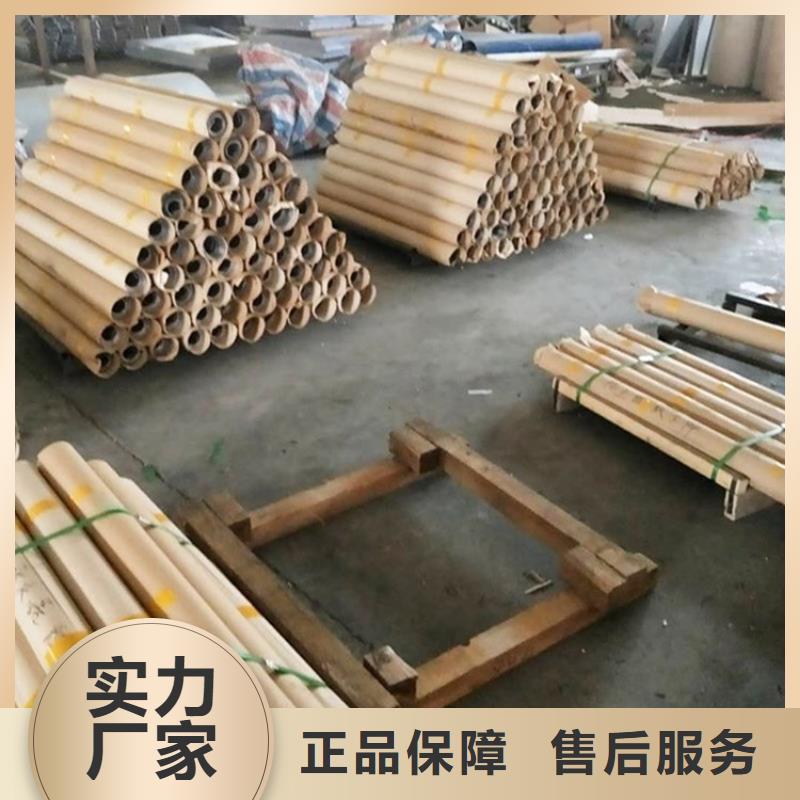
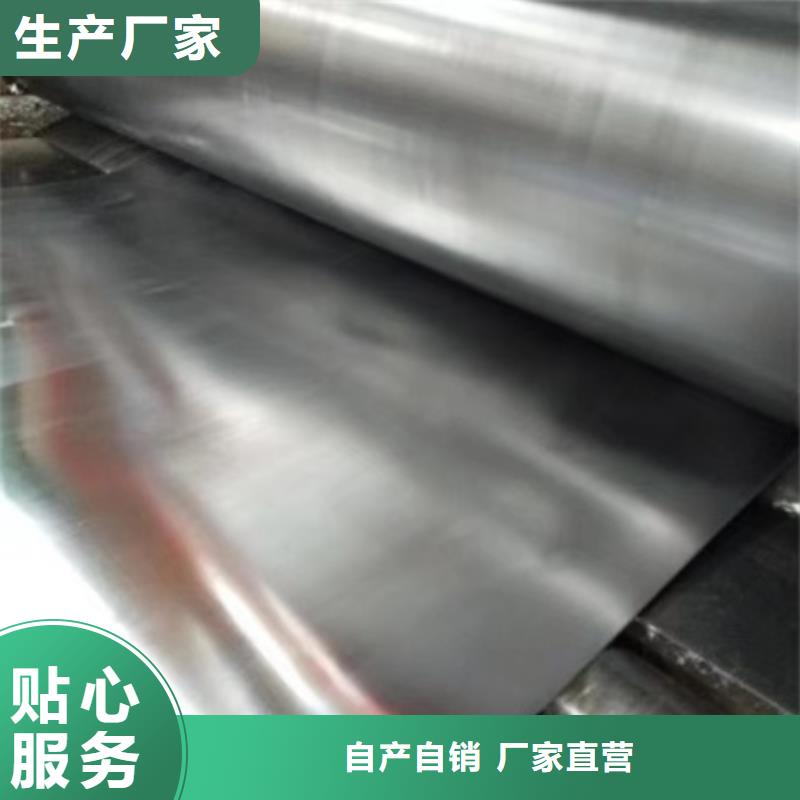
一,从涉及的材料方面来看,目前所建立的焊接工艺设计系统主要对象多为铅板焊接,并基本是同种材料的焊接,对于铝合金钦合金及铜合金等有色金属的焊接及异种材料的焊接涉及的比较少。应用范围比较窄阐述铅板的焊接技。 因为没有射线剂量仪,无法测量铅房周围散射线的具体数据,所以,使用工作人员佩戴的剂笔对使用铅房前后的结果进行对比。二结果将3块复合板包不锈钢边上合页活动支架活动轮及铅玻璃组合成一个三面如图3所示的活动铅房。将复合板切割成形状如图1所示的2块和图2所示的1块。 芜湖铅板价格,铅板立焊可分为对接焊和搭接焊。对接焊一般分两次焊完,铅板下料边沿要平整,这样在一次焊接时不加焊条。初学铅的立焊时,焊接手法可采用电焊立焊时向上灭弧跳焊法,火焰中心焰可控制约3毫米长度,氢气压力0.2-0.25公斤,紧气压力2公斤。次焊接时需要加焊条,焊条从焊缝左面加入,趁母材达到刚熔化时加入焊条,这时左右手要配合恰当。铅板的立焊技术在铅板的立仰和全位置焊中,铅板的焊条是一个非常重要的因素,焊条都是自己制作,把铅板放在铁制容器里,加热到熔化,温度要控制恰当,温度太低,浇铸焊条疙疙瘩瘩,粗粗细。


铅板要如何焊接呢?方法有几种?具体来了解一下。 一是热熔法:先做一模具把需要焊接的铅体摆放置好,使用气焊熔化相同的补料就可以焊接好的,需要控制温度不可以过高,电流密度和原来母材没有多大差别。 二是用氩弧焊设备,调整好电流,备好铅焊料,把所要焊的铅板摆放好就可以 1)熔嘴电渣焊: 铅板的熔嘴电渣焊的电极为固定在接头间隙中的熔嘴(一般由钢管和钢板焊成)和焊丝构成,焊丝由送丝机构经熔嘴不断向熔池中送进。根据医用铅门的焊件厚度,熔嘴可以是单个或多个,可以制成曲线或曲面形状,用于不同形状的焊缝焊接。由于设备较简单且通用性强,又可在难以达到的部位进行焊接,因此目前已成为对接和丁字接头的主要焊接方法。 2)管极电渣焊: 铅板的管极电渣焊是熔嘴电渣焊的特殊形形式,当被焊件较薄(如20一60mm)时,熔嘴可简化为一根或两根管子,在管子外面上硫酸钡涂料,绝缘作用,焊丝通过管子不断向渣池送进,从而进行电渣铅门焊接。管外表面的硫酸钡涂料有焊接时不会与工件短路,由于装配间隙可以减小,因而可以节省焊接材式硫酸钡涂料和提高工效。一般多用于薄板及曲线焊缝的焊接。 3)铅板极电渣焊: 铅板极电渣焊的电极为金属板,根据被焊厚度不同,可采用一块或数块铅板进行焊接,通过送进机构将电极不断送进熔池,板极不做横向摆动,可得到致密可靠的焊接接头。铅板极可以是铸造的也可以是锻造的,其长度一般约焊缝长度的3倍以上,由于长度和自身刚度限制,焊接装置越高,所以板极电渣焊受板极送进宜用于大断而短焊缝焊接。



公司坚持“满足客户要求,质量信誉永争一”的经营理念;上周,市场疲软,成交量继续不平稳,但在铅砖保持高位走势的提振下,市场价格并未大幅下跌。不过周末铅砖降价后,市场价格随之松动,商家降价出货意愿也有所加强,但从市场反馈来看。 山东博瑞达辐射防护工程有限公司射线防护器材产品齐全: 有X、γ射线手动平开、推拉防护门窗,电动平开、平移(中子、质子)防护门;各种铅当量的、照相机房;铅玻璃、铅防护屏、介入防护;铅衣、铅帽、铅手套、铅眼镜;铅板、硫酸钡砂、射线复合防护材料等防护器材。具备完善的质量保证体系和服务措施。公司可根据客户的需求,采用新材料、新技术、新工艺,设计制作高质量、高标准的各类辐射防护器材,包括放疗辐射防护、医用诊断射线防护、核医学(同位素)辐射防护,介入射线防护、工业射线探伤辐射防护等。可为国内外各机构、工矿企业单位的放射防护工程进行合理、优化的防护设计和施工,承接大型机房放射防护装修工程。 比去年同期分别提高了和个百分点。欧美 ,从发放到使用者手上开始算起,由指定部门每年进行1到2次检测。而国内,限于国情,对使用中的没有指定部门检测,要求医院或是个人自行检测。


得天独厚的地理位置为广大的客户带来了交通运输的便利条件。 有朋自远方来不亦乐乎!博瑞达有限公司本着技术创新、质量为本、客户至上的原则为广大用户提供满意的服务,自创立以来,积j i进取,不断创新,凭借良好的企业信誉,独特的经营风格及较强的 江苏铅衣市场开拓能力,取得了一个又一个的骄人业绩,我们将以儒商风范,诚信负责的精神,竭诚欢迎各地客商莅临公司参观指导,携手共创美好明天。


