


想知道321不锈钢焊管工期短产品为何如此受欢迎?观看视频,答案自在其中。
以下是:321不锈钢焊管工期短的图文介绍
松润金属材料有限公司位于经济开发区汇通钢材市场A-113-7,公司注册资金500万元,主营 黑龙江牡丹江大口径40Cr。公司致力于为客户提供高质量低成本的 黑龙江牡丹江大口径40Cr产品为目标。公司秉承诚信经营,以质量求信誉、以信誉求发展的原则来满足客户的各种需求,也竭诚欢迎广大新老客户来电、来人洽谈业务和指导工作!


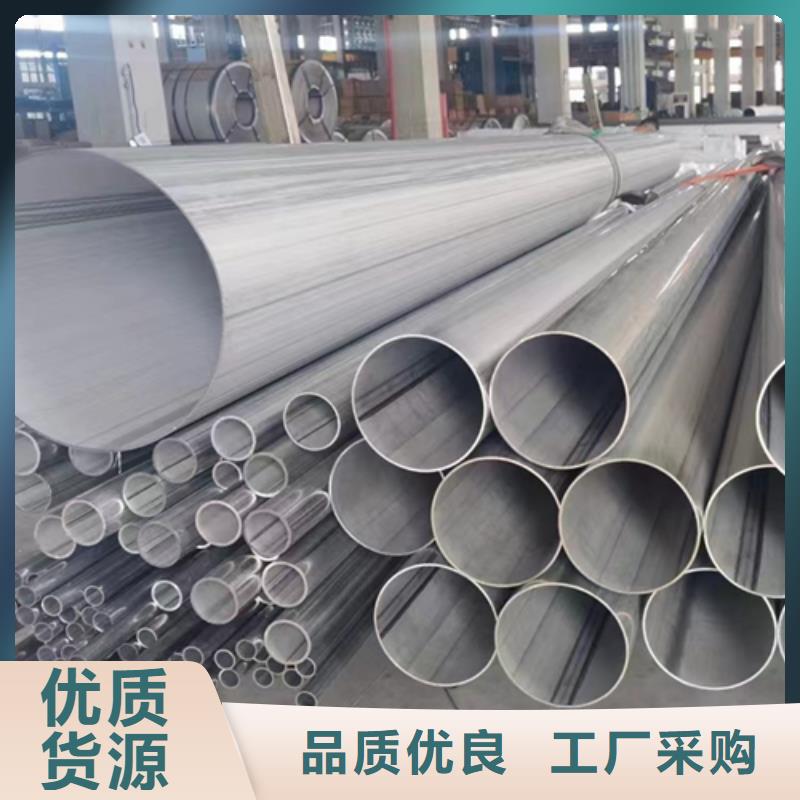
黑龙江牡丹江松润金属材料有限公司专业生产销售各种材质规格黑龙江牡丹江不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管?产时如何做好保护措施
为保证不锈钢焊管的正常使?,在?产过程中就要对不锈钢焊管进?保护,避免划伤表?影响使?效果。那么不锈钢焊管在?产过程中需要做哪些保护措施呢?
不锈钢焊管在?产过程中?定要注意以下?点:
1、为防??壤的侵蚀,不锈钢换热器管表?应涂防锈漆或焦油、沥青等防腐涂料,或?浸渍沥青的玻璃布和?布等包覆。埋在腐蚀性较强的低电阻?壤中的不锈钢换热器管须设置阴极保护装置,防?腐蚀。
2、在使?前都应清洗?净,某些不锈钢换热器管还应定期清洗内部。为了清洗?便,在管道上设置有过滤器或吹洗清扫孔。在长距离输送?油和天然?的管道上,须?清扫器定期管内积存的污物,为此要设置专?的发送和接收清扫器的装置。
3、当不锈钢换热器管种类较多时,为了便于操作和维修,在其表?上涂以规定颜?的油漆,以资识别。例如,蒸汽管道?红?,压缩空?管道?浅蓝?等。
为了保证不锈钢换热器管运?和发?事故时及时制?事故扩?,除在管道上装设检测控制仪表和阀外,对某些重要管道还采取特殊措施,如在不锈钢换热器管和长距离输送?油和天然?的管道上装设事故泄压阀或紧急截断阀。它们在发?灾害性事故时能?动及时地停?输送,以减少灾害损失。
?东不锈钢焊管?家——盛通,常年?产不锈钢焊管,服务客户上千家。拥有的?产设备,?艺精湛的技术?员,欢迎??新?客户咨询,感谢客户对我们的信赖,使我们的产品热销全国。



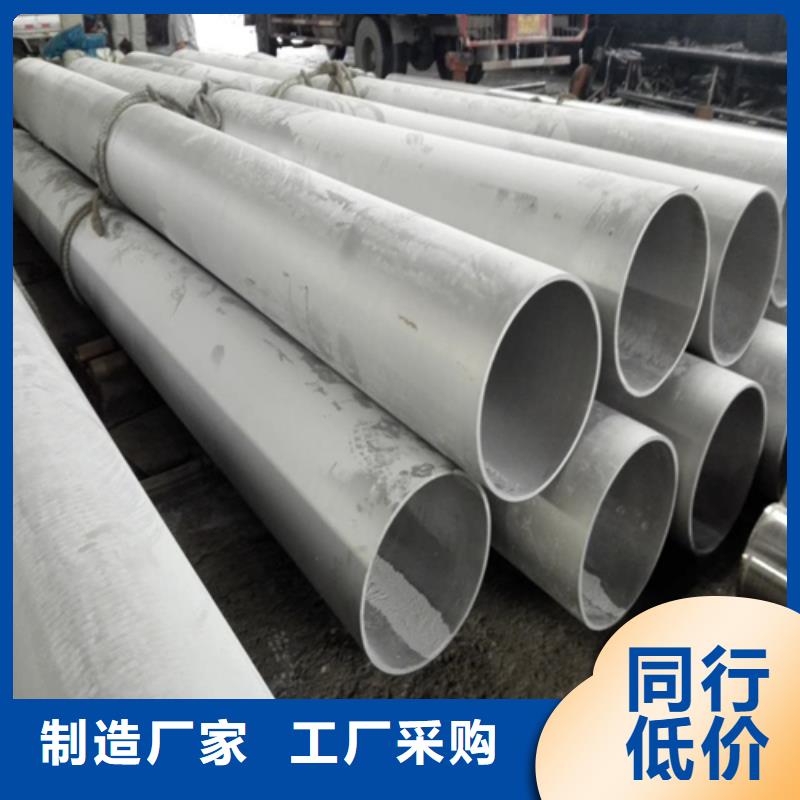
黑龙江牡丹江松润金属材料有限公司专业生产销售各种材质规格黑龙江牡丹江不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管焊接参数
包括焊接电流 ,钨极直径,弧长,电弧电压,焊接速度,保护气流,喷嘴直径等。
(1)焊接电流是决定焊缝成形的关键因素。通常根据焊件材料 ,厚度,及坡口形
状来决定的。 (2)焊极直径根据焊接电流大小决定 ,电流越大,直径也越大。 (3)焊弧 和电弧电影,弧长范围约0.5到3mm,对应的电弧电压为8~10V。⑷焊速:选择时 要考虑到电流大小 ,焊件材料敏感度 ,焊接位置及操作方式等因素决定。
1手工焊 (MMA)
手工焊是一种非常普遍的、易于使用的焊接方法。电弧的长度靠人的手进 行调节 ,它决定于电焊条和工件之间缝隙的大小。同时 ,当作为电弧载体时 ,电焊条 也是焊缝填充材料。这种焊接方法很简单 ,可以用来焊接几乎所有材料。对于室 外使用 ,它有很好的适应性 ,即使在水下使用也没问题。在电极焊中 ,电弧长度决定 于人的手 :当你改变电极与工件的缝隙时 ,你也改变了电弧的长度 .在大多数情况 下,不锈钢焊管焊接采用直流电 ,电极既作为电弧载体 ,同时也作为焊缝填充材料。电极由合金 或非合金金属芯丝和焊条药皮组成 ,这层药皮保护焊缝不受空气的侵害 ,同时安定 电弧 ,它还引起渣层的形成 ,保护焊缝使它成型。电焊条既可以是钛型焊条 ,也可以 是碱性的 ,这决定于药皮的厚度和成分。钛型焊条易于焊接 ,焊缝扁平美观 ,且焊渣 易于去除。如果焊条贮存时间长 ,必须从头烘烤 ,因为来自空气的潮气会很快在焊 条中积聚。



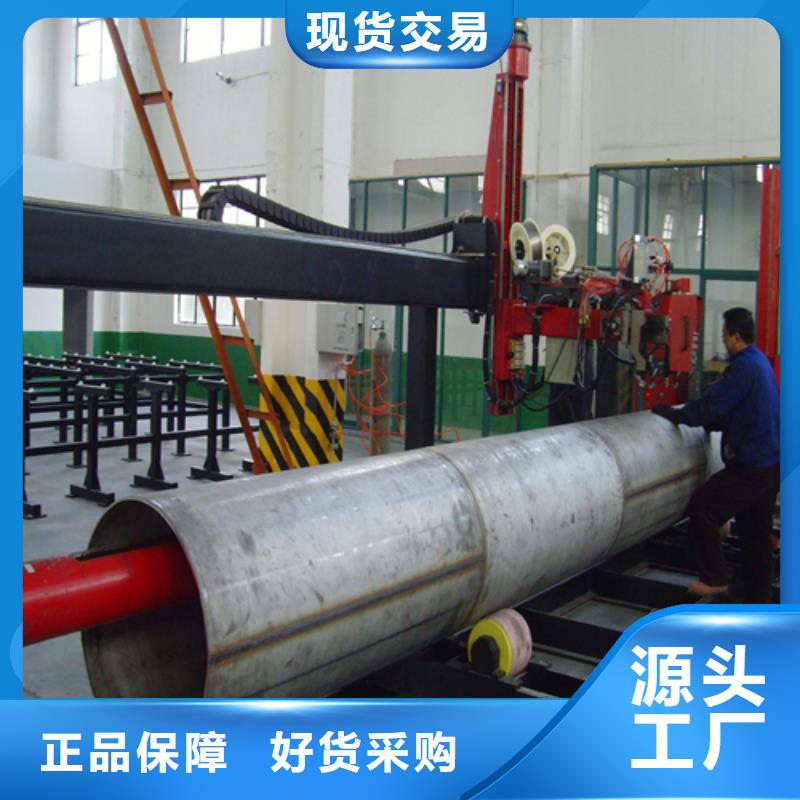
黑龙江牡丹江松润金属材料有限公司专业生产销售各种材质规格黑龙江牡丹江不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管氩弧焊焊接的?艺要求及?艺参数解析
不锈钢焊管的焊接?式有很多,我们?般采?的是氩弧焊的焊接?艺。那么,氩弧焊焊接不锈钢焊管的?艺要求及参数是怎样的呢?1、?艺要求
1)、焊接位置:DN150及以下管道,?般在空间有限、全?动焊机?法施焊的固定位置。DN150以上管道,尽量在地?焊接,减少?空试焊作业。
2)、焊接层数及道数:焊接层数?般为2~3层,单?焊接双?成型。
3)、保护?体:氩?纯度≥99.95%。
4)、填充焊丝:ER308直径:φ2mm或φ3mm
2、管?对接要求
管?对接时,管?的整个圆周尽量不要错边,间隙见上表。因管?圆度不够?造成错边的,可边点焊边??锤敲打致平再点固定焊。固定焊间距约为20mm~30mm之间为合适。
3、焊接?艺参数
选择线能量少的焊接?艺参数焊接,有利于防?晶间腐蚀和裂纹。常?的规范参数见下表。