
产品详细介绍
以下是:不锈钢焊管-电缆沟支架型材厂家实力雄厚的产品参数
导读 不锈钢焊管-电缆沟支架型材厂家实力雄厚,松润金属材料有限公司为您提供不锈钢焊管-电缆沟支架型材厂家实力雄厚,联系人:李松,电话:0635-4650536、18063577345,QQ:565836924,请联系松润金属材料有限公司,发货地:聊城经济开发区汇通钢材市场A-113-7发货到河北省 衡水市 桃城区、枣强县、武邑县、武强县、饶阳县、安平县、故城县、景县、阜城县、冀州区、深州市。 河北省,衡水市 衡水市所辖冀州为九州之首。河北省称冀,也缘于此,涌现出了董仲舒、孔颖达、高适、孙犁等知名人物。衡水市地处河北冲积平原,地势自西南向东北缓慢倾斜,海拔高度12-30米。属大陆季风气候区,为温暖半干旱型。
为了让您更地了解我们的不锈钢焊管-电缆沟支架型材厂家实力雄厚,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:不锈钢焊管-电缆沟支架型材厂家实力雄厚的图文介绍


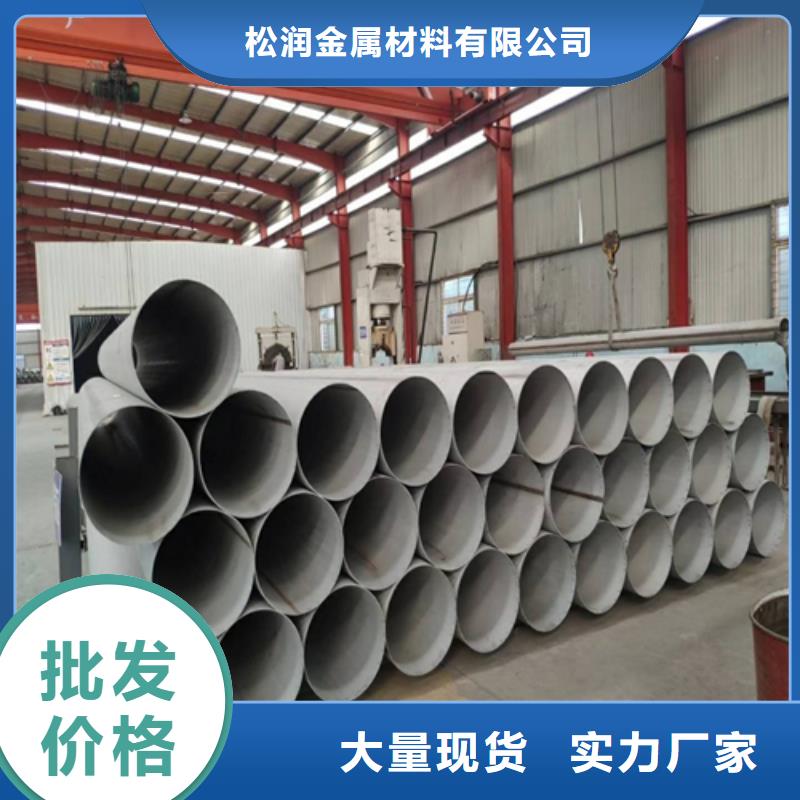
河北衡水松润金属材料有限公司专业生产销售各种材质规格河北衡水不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管的焊接方法有哪些,不锈钢的焊接方法教程
一.不锈钢焊接方法、不锈钢焊接技术及注意事项
不锈钢管的标准规格有 200多种,大小均有,小管较贵,尤其是毛细管 .毛细管 差得由 304材质生产 ,不然管子简易爆裂 .还可以为客户定做非标规格的管材 .无 缝管主要用于工业上 ,表面为雾面 ,不光洁 .有缝管的表面是光洁面 ,管内有一条很 细的焊接线 ,俗称焊接管 ,主要用于装饰材料 .另有工业流体管 ,其抗压力视壁厚决 定.310与310S为耐高温管.1080度以下能正常使用, 耐温达到1150度.二.不 锈钢焊管生产工艺
原料--分条--焊接制管--修端--抛光--检验(喷印)--包装--出货(入仓)(装饰焊管) 原料--分条--焊接制管--热处理--矫正--矫直--修端--酸洗--水压测试--检验(喷印)-包 装--出货(入仓 )(焊管工业配管用管 )
三.不锈钢常用的焊接方法
主要是手工焊(MMA),其次是金属极气体保护焊(MIG/MAG)和钨极惰性气体 保护焊 (TIG)。
1.焊前准备
4mm 一下的厚度不用开破口,直接焊接,单面一次焊透。4到6mm厚度对接 焊缝可采用不开破口接头双面焊。6mm以上,大凡开V或U,X形坡口。其次:对 焊件,填充焊丝进行除油和去氧化皮。以保证焊接质量。



松润金属材料有限公司是一家集研发、生产、销售和服务于一体的【河北衡水大口径40Cr】生产厂家。欢迎莅临指导。


河北衡水松润金属材料有限公司专业生产销售各种材质规格河北衡水不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,河北衡水不锈钢焊管是通过不锈钢板材卷、焊、打磨、喷砂、抛光等工艺制作完成,内壁依然保留肉眼可见焊缝。承压流体输送?螺旋缝埋弧焊钢管(SY5036-83)是以热轧钢带卷作管坯,经常温螺旋成型,?双?埋弧焊法焊接,?于承压流体输送的螺旋缝钢管。钢管承压能?强,焊接性能好,经过各种严格的科学检验和测试,使?可靠。钢管?径?,输送效率?,并可节约铺设管线的投资。主要?于输送?油、天然?的管线。
6.承压流体输送?螺旋缝?频焊钢管(SY5038-83)是以热轧钢带卷作管坯,经常温螺旋成型,采??频搭接焊法焊接的,?于承压流体输送的螺旋缝?频焊钢管。钢管承压能?强,塑性好,便于焊接和加?成型;经过各种严格和科学检验和测试,使?可靠,钢管?径?,输送效率?,并可节省铺设管线的投资。主要?于铺设输送?油、天然?等的管线。
7.?般低压流体输送?螺旋缝埋弧焊钢管(SY5037-83)是以热轧钢带卷作管坯,经常温螺旋成型,采?双??动埋弧焊或单?焊法制成的?于?、煤?、空?和蒸汽等?般低压流体输送?埋弧焊钢管。
8.?般低压流体输送?螺旋缝?频焊钢管(SY5039-83)是以热轧钢带卷作管坯,经常温螺旋成型,采??频搭接焊法焊接?于?般低压流体输送?螺旋缝?频焊钢管。
9.桩?螺旋焊缝钢管(SY5040-83)是以热轧钢带卷作管坯,经常温螺旋成型,采?双?埋弧焊接或?频焊接制成的,?于??建筑结构、码头、桥梁等基础桩?钢管。



河北衡水松润金属材料有限公司专业生产销售各种材质规格河北衡水不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管是怎么生产的在19世纪,轧钢技术是 一种用于生产不锈钢管和工业用管的技术。这种轧制技术所涉及的工序很长。就是在漏斗卷的帮助下,将卷成的薄片被做成圆形的横截面,然后在焊接过程中对这些轧条进行焊接幸运的是,随着发展和新技术的出现,在印度已经形成了各种制造不锈钢管和管道的工序。现在不锈钢管和管都是通过使用钨惰性气体连续管轧机制造的。在这种技术中不使用填料金属或锻焊工艺。 1、不锈钢带。不锈钢管的好坏,直接的影响因素莫过于不锈钢带,不锈钢带的材质有很多种,其中常见的是201、304、316等材质。首先,不锈钢带要经过各种质量检查,并对其边缘进行修剪。然后由不锈钢管制造商将它们输送到轧管机,按照要求的尺寸。2/焊管设备。焊管设备能够影响管子生产的稳定性,如果企业为了节省成本,选择一台稳定性不强的焊管设备,会影响管子的生产质量。带钢经过轧管机逐渐转变为管状,然后采用氩弧焊加等离子或高频焊接工艺边缘进行焊接,这样就形成了轧管和管材。3/焊管模具。焊管模具真的重要.不锈钢管子出现拉伤,很多时候是因为焊管模具不到位,焊管模具的好坏,影响管子的光亮度,影响管子的生产质量。4/抛光设备。一根光亮的不锈钢装饰管,我们要选择一台好的不锈钢抛光机,抛光机的坚固性,和使用优质的抛光蜡才能够让管子亮度更好。5/ 其他设备。不锈钢管的分类很多,如:方管、圆管、矩形管、异型管等。不同形状的管子生产需要的设备也是不同。除了以上提及的几点要素之外,
清洗和加热阶段以这种方式生产的不锈钢轧管,根据工业需求切割到所需长度。然后对这些不锈钢管和管材进行清洗,以污垢。此外,还会对这些轧管和管材进行热处理,以焊接和成型过程中可能产生的应力。然后对连轧炉进行热处理,炉子上装有温度记录仪和控制器。经过热处理后,SS管和管道被拉直,并对其进行酸洗,以去除表面的鳞屑。



河北衡水松润金属材料有限公司专业生产销售各种材质规格河北衡水不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管焊接参数
包括焊接电流 ,钨极直径,弧长,电弧电压,焊接速度,保护气流,喷嘴直径等。
(1)焊接电流是决定焊缝成形的关键因素。通常根据焊件材料 ,厚度,及坡口形
状来决定的。 (2)焊极直径根据焊接电流大小决定 ,电流越大,直径也越大。 (3)焊弧 和电弧电影,弧长范围约0.5到3mm,对应的电弧电压为8~10V。⑷焊速:选择时 要考虑到电流大小 ,焊件材料敏感度 ,焊接位置及操作方式等因素决定。
1手工焊 (MMA)
手工焊是一种非常普遍的、易于使用的焊接方法。电弧的长度靠人的手进 行调节 ,它决定于电焊条和工件之间缝隙的大小。同时 ,当作为电弧载体时 ,电焊条 也是焊缝填充材料。这种焊接方法很简单 ,可以用来焊接几乎所有材料。对于室 外使用 ,它有很好的适应性 ,即使在水下使用也没问题。在电极焊中 ,电弧长度决定 于人的手 :当你改变电极与工件的缝隙时 ,你也改变了电弧的长度 .在大多数情况 下,不锈钢焊管焊接采用直流电 ,电极既作为电弧载体 ,同时也作为焊缝填充材料。电极由合金 或非合金金属芯丝和焊条药皮组成 ,这层药皮保护焊缝不受空气的侵害 ,同时安定 电弧 ,它还引起渣层的形成 ,保护焊缝使它成型。电焊条既可以是钛型焊条 ,也可以 是碱性的 ,这决定于药皮的厚度和成分。钛型焊条易于焊接 ,焊缝扁平美观 ,且焊渣 易于去除。如果焊条贮存时间长 ,必须从头烘烤 ,因为来自空气的潮气会很快在焊 条中积聚。
总结 不锈钢焊管-电缆沟支架型材厂家实力雄厚,松润金属材料有限公司为您提供不锈钢焊管-电缆沟支架型材厂家实力雄厚产品案例,联系人:李松,电话:0635-4650536、18063577345,QQ:565836924,发货地:经济开发区汇通钢材市场A-113-7。