

想要更直观地了解异型管,鞍钢实力大厂家产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:异型管,鞍钢实力大厂家的图文介绍
乐道精密钢管厂家有限公司服务优势
售前的【云南昆明【凹型钢管】】服务团队,为客户提供售前产品咨询服务和售后【云南昆明【凹型钢管】】产品保障服务。
售中积j i与客户洽谈业务合作、无偿进行现场技术交流、实地考察、【云南昆明【凹型钢管】】产品设计。
售后完善的售后服务,公司成立10多人的【云南昆明【凹型钢管】】售后团队服务覆盖全国各地。


云南昆明异型管变形主要是焊缝收缩力大于母材强度造成的。
【1】云南昆明异型管只有单面一条焊缝的,采用从中部开始分段退焊,即:第二段焊缝收弧在 段起弧处。
【2】云南昆明异型管采取较小的焊接线能量,(焊接线能量与电流大小成正比,而与焊接速度成反),即:用较小焊接电流、较快的焊速。
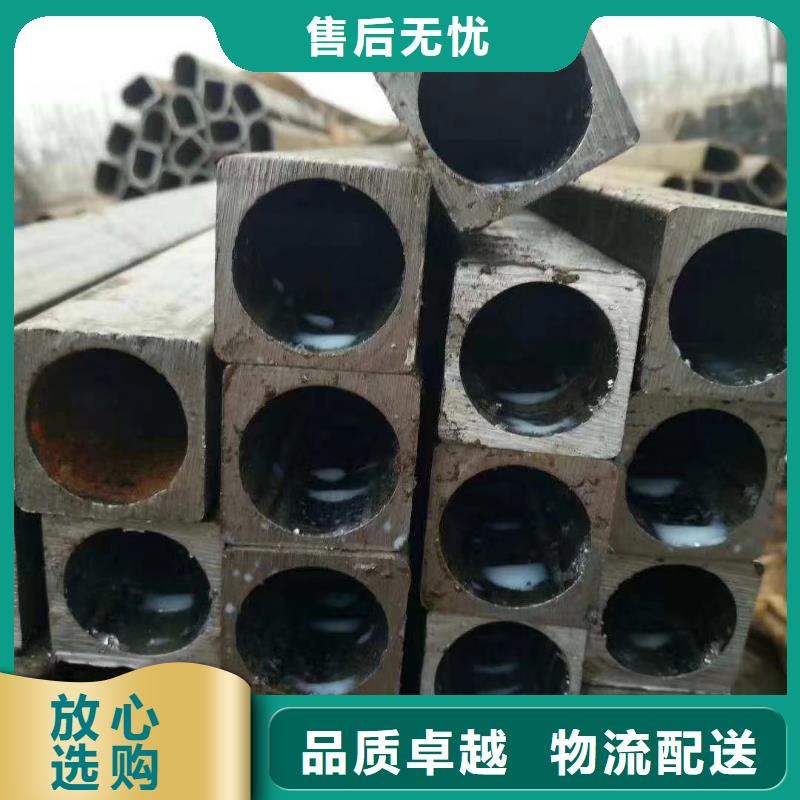
【3】云南昆明异型管有对称的两条、四条焊缝的,从一端开始焊,采用对称越前法两条交错焊。比方: 次焊150mm长仃止,再焊对称方300mm,越过前面150mm,随后每次焊300mm,就每次越过150mm了。 异型管是带钢经过工艺处理卷制而成。一般是把带钢经过拆包异型钢管制成方形管然后剪切成需要长度。一般是50根每包。又名方形和矩形冷弯空心型钢,简称方管和矩管,代号分别为F和J1、镀锌方矩管壁厚的允许偏差,当壁厚不大于10mm时不得超过公称壁厚的正负10%,当壁厚大于10mm时为壁厚的正负8%,弯角及焊缝区域壁厚除外。2、镀锌方矩管的弯曲度每米不得大于2mm,异型钢管长度的0.15%。3、镀锌方矩管的通常交货长度为4000mm-12000mm,以6000mm和12000mm居多。方矩管允许交付不小于异型钢管产品,也可以接口管形式交货,但需方在使用时应将接口管切除。短尺和非定尺产品的重量不超过总交货量的5%,对于理论重量大于20kg/m的方矩管应不超过总交货量的11%。



云南昆明异型管变形主要是焊缝收缩力大于母材强度造成的。
【1】云南昆明异型管只有单面一条焊缝的,采用从中部开始分段退焊,即:第二段焊缝收弧在 段起弧处。
【2】云南昆明异型管采取较小的焊接线能量,(焊接线能量与电流大小成正比,而与焊接速度成反),即:用较小焊接电流、较快的焊速。
【3】云南昆明异型管有对称的两条、四条焊缝的,从一端开始焊,采用对称越前法两条交错焊。比方: 次焊150mm长仃止,再焊对称方300mm,越过前面150mm,随后每次焊300mm,就每次越过150mm了。 异型管是带钢经过工艺处理卷制而成。一般是把带钢经过拆包异型钢管制成方形管然后剪切成需要长度。一般是50根每包。又名方形和矩形冷弯空心型钢,简称方管和矩管,代号分别为F和J1、镀锌方矩管壁厚的允许偏差,当壁厚不大于10mm时不得超过公称壁厚的正负10%,当壁厚大于10mm时为壁厚的正负8%,弯角及焊缝区域壁厚除外。2、镀锌方矩管的弯曲度每米不得大于2mm,异型钢管长度的0.15%。3、镀锌方矩管的通常交货长度为4000mm-12000mm,以6000mm和12000mm居多。方矩管允许交付不小于异型钢管产品,也可以接口管形式交货,但需方在使用时应将接口管切除。短尺和非定尺产品的重量不超过总交货量的5%,对于理论重量大于20kg/m的方矩管应不超过总交货量的11%。


云南昆明异型管是如何进行抛光的利用异型钢管表面微观凸起在特定的电解液中和适当电流密度下,冷拔异型钢管退火与正火是常用的两种基本热处理工艺方法,主要用来热处理钢制毛坯件,戈续切削加工和终热处理做组织准备,因此退火与正火通常又称为预备热处理。对一邢件、锻件、焊件以及性能要求不高的工件来讲,退火和正火也可作为终热处理。
云南昆明异型管退火是将工件加热到适当温度,保持一定时间,然后缓慢冷却的热处理工艺。其目的是异型钢管内应力;降低钢材硬度,提高钢材塑性;细化钢材内部组织,均匀钢材化学成分,为终热处理做好组织准备。根据精密钢管的化学成分和退火目的不同。
退火通常分为完全退火、球化退火和去应力退火等。在机械零件的制造过程中,云南昆明异型管一般将退火作为预备热处理工序,并安排在铸造或锻造等工序之后、粗切削加工之前,用来前一工序中产生的某些缺陷,为后续工序做好组织准备。异型钢管退火工艺与正火工艺的加热温度范围,部分退火工艺曲线与正火工艺。



云南昆明异型管粗糙的研磨和机加工。研磨和机加工都会造成表面粗糙,留有凹槽,重叠和毛刺等缺陷。每种缺陷也可能使金属表面损伤到一定深度,以至于受损伤的金属表面无法通过酸洗,电抛光或喷丸等方法清理掉。粗糙表面能够成为发生腐蚀和沉积生成物的发源地,椭圆管重焊前清理焊缝缺陷或多余的焊缝加强高都不能用粗磨进行研磨。对后一种情况,应再用细磨料研磨。
云南昆明异型管焊接引弧斑痕。椭圆管焊工在金属表面引弧时,会造成表面粗糙缺陷。保护膜受损,椭圆管留下潜在的腐蚀源。焊工应在已经焊好的焊道上或在焊缝接头的侧边引弧。然后将引弧痕迹熔入焊缝中。
云南昆明异型管焊接飞溅。焊接飞溅与焊接工艺有很大关系。例如:GTAM(气体保护钨极电弧焊)或TIG(惰性气体保护钨极焊)没有飞溅。但是,采用GMAW(气体保护金属电弧焊)和FCAW(带焊剂芯的电弧焊)两种焊接工艺时如果焊接参数使用不当会造成大量飞溅。出现这种情况时,必须调整参数。如果要解决焊接飞溅的问题,焊接前应在接头的每一边涂上防溅剂,这样可以飞溅物的附着力。椭圆管焊完后可以很容易地将这种防溅剂及各种飞溅物清理掉,可不损伤表面或带来轻微损伤。
