


联系我们

60crmov、量大优惠
更新时间:2024-12-26 15:28:20 浏览次数:4 公司名称:聊城 新物通物资有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 到付 |
| 供货总量 | 9999 |
| 运费说明 | 3天 |
| 产地 | 山东 |
| 品牌 | 正强 |
| 材料 | 圆钢 |
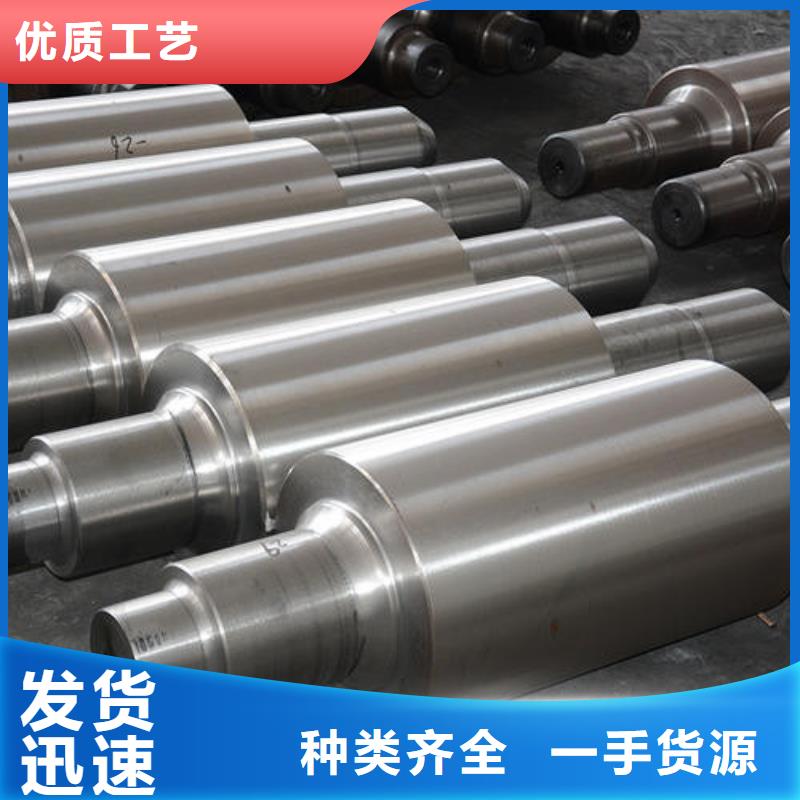




锻造 钢锭在模中冷却到600℃以上脱膜直接装入高温炉加热称为热装。热装时加热到锻造温度的加热速度可不受限制。冷钢锭的加热制度需按专用规范进行。钢锭的锻造过程视钢锭的尺寸和材质可分别在水压机、油压机或自由锻锤上进行。钢锭锻压成带粗加工余量的成品毛坯。整个锻压过程必须保持在获得轧辊钢再结晶过程和晶粒细化的温度范围内,并保证足够的塑性并防止产生锻造裂纹。对各类轧辊的始锻和终锻温度均有严格的规定。


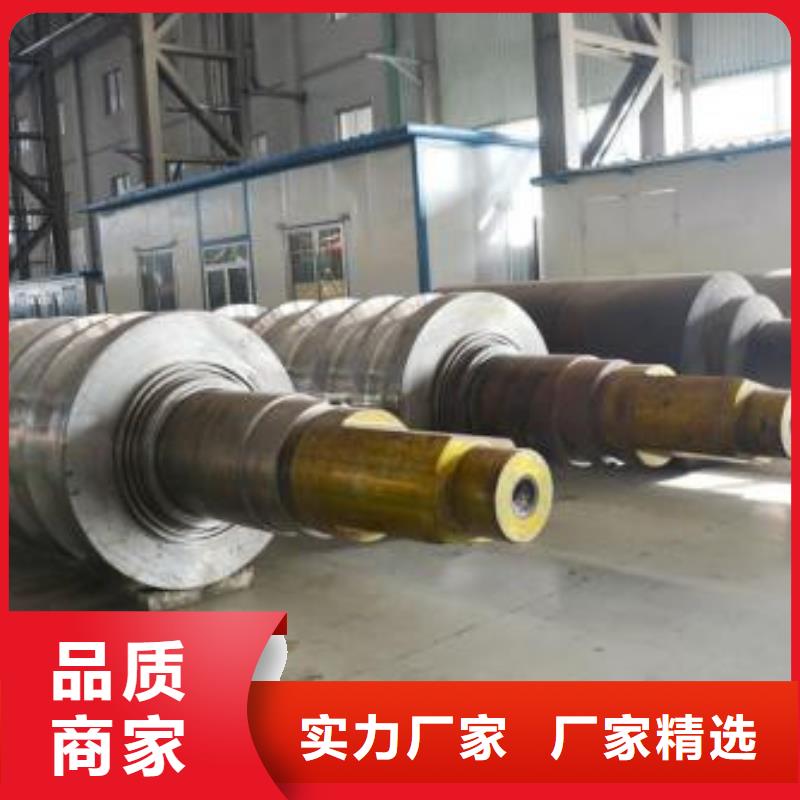
CPC法生产的高速钢轧辊组织细小、均匀且夹杂物少,几乎没有缩孔和疏松等缺陷发生,综合性能明显优于普通离心铸造高速钢轧辊。它不仅克服了离心铸造轧辊的偏析缺陷,轧辊心部可采用高强度锻钢,辊芯具有较高的强度,这也是离心铸造方法所做不到的。目前国外CPC法已实现了工业化,日本新日铁公司设计的一套CPC装置,其能力如下:轧辊辊身直径:250~850mm;辊身长度:≤3000mm;外层厚度:≤100mm;轧辊长度:≤5700mm;轧辊重量:≤15000Kg。
我国科学家也发明了一种复合高速钢轧辊的连续铸造装置,由操作平台、钢液浇铸系统、坩埚、分离环、水冷结晶器、振动器、定位导向装置、感应加热装置、拉坯系统组成。其主要技术特征体现在水冷结晶器和坩埚处于操作平台之上,两个振动器处于操作平台之下,水冷结晶器通过分离环与坩埚相连,钢液浇铸系统配置在坩埚上方的一侧,辊芯感应加热装置和定位导向装置位于坩埚的上方,拉坯系统位于操作平台之下,引锭板正对结晶器的下端。目前已应用该技术生产了W、V含量高、偏析轻、耐磨性好的复合高速钢轧辊,可以降低轧制中换辊频率,大幅度提高轧机的作业率,降低生产成本,提高经济效益。



新物通物资有限公司自成立以来,秉承专注”和“提供满意服务与客户一起成长”的经营理念,使公司 湖南张家界不锈钢厂家、2205不锈钢管、精密异形钢管、冷拔异型钢管产品在行业内获得多项荣誉。我们将以“先进的技术、较好的 湖南张家界不锈钢厂家、2205不锈钢管、精密异形钢管、冷拔异型钢管产品、热忱的服务”为宗旨,服务于用户,真正能够为用户创造价值,同时也为 湖南张家界不锈钢厂家、2205不锈钢管、精密异形钢管、冷拔异型钢管事业贡献一份力量!


9、冷轧机工作前应补充给冷却液、润滑液。
10、经常检查轧辊组,轧片是否松动。
11、装换辊片时需将两组轧辊头分离一定距离,并且每组辊片之间应有一定间隙后才可装取轧辊组。
12、润滑剂、冷却液应经常补足。
13、每次更换轧辊片时,应清洗机架及轧辊组进出孔内的铁屑等杂物。
14、作业中避免钢筋打结或乱线。
一、是正确判断使用次数。高速钢轧辊两次磨削之间的使用次数,取决于每次下机后辊面氧化膜和粗糙度保持状况。在正常情况下,前段机架可使用3次~7次,后段机架可使用2次~4次,CPC高速钢轧辊甚至可以使用10次以上。
二、是利用辊面探伤手段避免轧辊失效事故。高速钢轧辊下机后须立即进行水冷或空冷,确保下次使用前热膨胀。高速钢轧辊易萌生热裂纹,如遇轧制异常停机须要立即更换高速钢轧辊。为了避免轧辊剥落等失效事故,轧辊冷却后应采用超声波探伤仪进行辊面裂纹检测。


