



更新时间:2024-11-15 22:43:02 浏览次数:1 公司名称:聊城 金立恒金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 1 |
| 发货期限 | 0 |
| 供货总量 | 图纸订做 |
| 运费说明 | 3-15天 |
| 材质 | 201不锈钢,304不锈钢. |
| 产地 | 山东聊城 |
| 类型 | 护栏 |
| 公司 | 山东金立恒金属制品有限公司 |
| 可定制 | 是 |


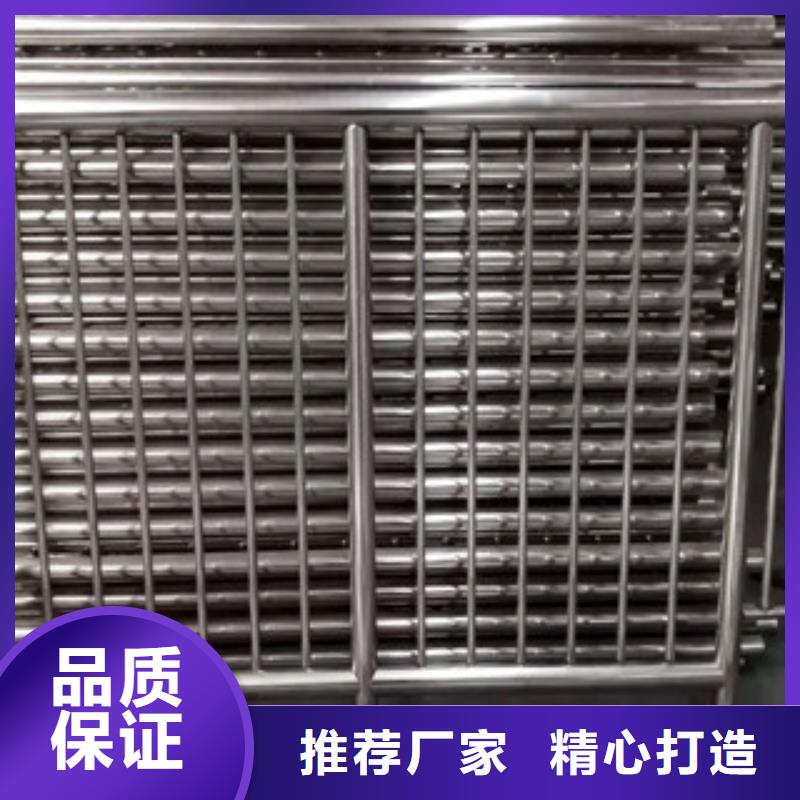




不锈钢复合管护栏是一种常见地复合管类型,一般来说它都是要进行固溶处理的,这样的话不锈钢复合管护栏焊接的时候需要注意的问题才是比较多的。不锈钢复合管护栏在进行固溶处理地时候一般是要掌握哪些技术和方法呢?常见地不锈钢复合管护栏固溶处理还是要掌握哪些基本的方式呢?还是和不锈钢复合管护栏厂家的小编一起来进行看一下吧:
(1)使焊接钢管组织和成分均匀一致,这对原料尤其重要,不锈钢复合管知识因为热轧线材各段的轧制温度和冷却速度不一样,造成组织结构不一致。在高温下原子活动加剧,σ相溶解,化学成分趋于均匀,快速冷却后就获得均匀的单相组织。
(2)加工硬化,以利于继续冷加工。通过固溶处理,歪扭的晶格恢复,伸长和破碎的晶粒重新结晶,内应力,钢管抗拉强度下降,伸长率上升。
(3)恢复不锈钢焊接固有的耐蚀性能。由于冷加工造成碳化物析出,晶格缺陷,使不锈钢耐蚀性能下降,而固溶处理后不锈钢焊管的耐蚀性能恢复到好状态。
以上是常见地不锈钢复合管护栏固溶处理地一般地条件供大家进行参考,如果说大家还有什么其他的问题的话请关注我们的厂家或者是和我们的技术人员进行沟通和交流就可以了,固溶处理的技术性能比较高,因此要正确地进行把握和处理才是更好的,还要不断地掌握技术特性,实现它的质量和效果地不断地进行提高!
不锈钢复合管护栏是一种重要地不锈钢护栏类型,它是不锈钢材质的,属于一种坚固和耐用地材料。一般而言不锈钢复合管护栏的结构是比较复杂的,它在各种的场合中的应用也是不断地进行的,发挥地作用和性能也是越来越高地。不锈钢复合管护栏做的也是越来越多,对于产品的应用也是越来越高。今天我们给大家主要介绍的是不锈钢复合管护栏的基本的知识。



经过三年的努力与发展,已具备一定的规模与实力,现金立恒金属制品有限公司拥有一支精湛的技术团队和完善的生产团队,为您提供从 江苏盐城钢板立柱研发、生产、销售、售后一体式服务。公司提倡“诚信、团结、敬业、奋斗”的企业精神文化,提供好的 江苏盐城钢板立柱产品与真诚,好的服务售后服务:我们有专门的售后服务团队,提供售后1年内免费维修服务。


国内防撞护栏,桥梁防撞护栏供给受到压制,同时防撞护栏价格持续高位运行。而从10月起京津冀秋冬季错峰生产又将开始执行,限产力度依旧强劲,防撞护栏产量或难明显释放。综合国内外价格以及国内供给情况来看,预计短期我国防撞护栏、桥梁防撞护栏出口仍保持低位运行。。(山东金立恒金属制品有限公司)
目前防撞护栏、桥梁防撞护栏市场 的风险在于近期供给上升,导致防撞护栏、桥梁防撞护栏价格持续疲弱。但受高基差低库存的支撑,防撞护栏、桥梁防撞护栏价格深跌的概率不大。10月若供给端环保方面再度对大幅放松的预期纠偏,则可能出现贴水修复,为防撞护栏、桥梁防撞护栏价格再度走强提供良好的外部环境。
由于节前市场需求情况不甚理想,因此对于节后大家均持谨慎观望心态,从今日盘面来看,价格波动不大,多数市场价格维持稳定,个别市场涨跌幅度也十分有限。因此短期来看,市场价格或维持弱势震荡走势。



桥梁防撞护栏选购,生产DN15-DN800规格复合管材及复合管件,并且全部通过内衬不锈钢复合管城镇建设行业标准(CJ/T192-2004)。公司与北京江苏上海浙江等地的高等院校合作开发系列管道产品,不断提高产品技术创新和自主研发能力,拥有强大的专业技术力量,积累了成熟可靠的制造、安装经验。公司以通过ISO9001;2000质量管理体系认证并严格按照质量管理体系组织生产,拥有先进的检测设备和完善的检测手段,在行业内率先推出双金属管涡流探伤仪和窥探仪等检测设备,逐根电脑分析并将数据存档,确保产品出厂合格率100。公司自成立以来一直坚持技术不断创新、质量不断提高、服务全部到位的原则,为客户创造更大的利益,成就亮洁更高的品牌价值.
不锈钢双金属复合管介绍:
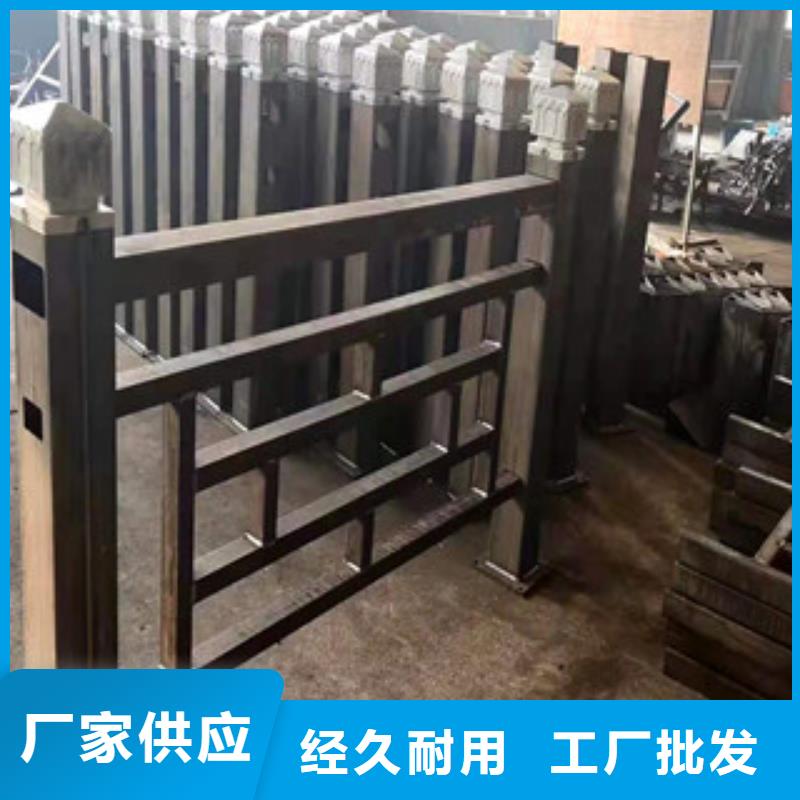
护栏操作工艺 1、工艺流程 施工准备放样下料焊接安装打磨焊缝检查抛光。 2、主要施工方法: ⑴、施工前应先进行现场放样,并计算出各种杆件的长度。 ⑵、按照各种杆件的长度准确进行下料,其构件下料长度允许偏差为1mm。 ⑶、选择合适的焊接工艺,焊条直径,焊接电流,焊接速度等,通过焊接工艺试验验证。 ⑷、脱脂去污处理:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则应选择中性洗涤剂或其它化学药品用不锈钢丝细毛刷进行刷洗,必要时可用角磨机进行打磨,磨出金属表面后再进行焊接。 ⑸、焊接时应选用较细的不锈钢焊条(焊丝)和较小的焊接电流。焊接时构件之间的焊点应牢固,焊缝应饱满,焊缝金属表面的焊波应均匀,不得有裂纹、夹渣、焊瘤、烧穿、弧坑和针状气孔等缺陷,焊接区不得有飞溅物
