


联系我们

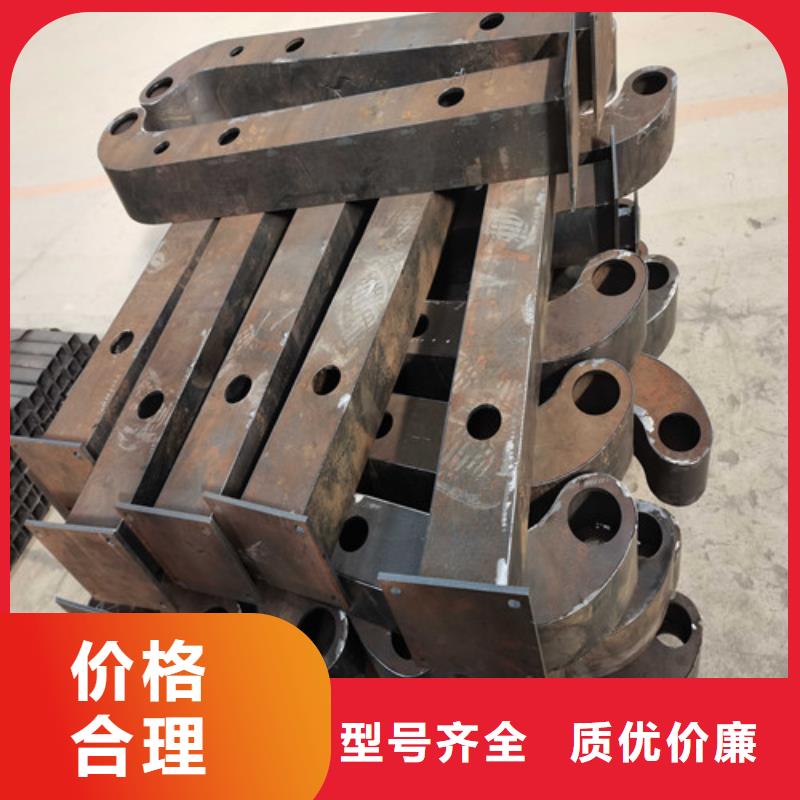
桥梁护栏供应商
更新时间:2024-11-15 16:28:45 浏览次数:3 公司名称:聊城 鑫海达金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 215元/米 |
| 发货期限 | 3-7天 |
| 供货总量 | 98989989 |
| 运费说明 | 电议 |
| 是否厂家 | 是 |
| 发货城市 | 山东 聊城 |
| 产品产地 | 山东 聊城 |
| 可售卖地 | 全国 |
| 适用领域 | 桥梁 道路 公路 公园 景观 |
| 品牌 | 鑫海达 |
| 是否定制 | 是 |
| 颜色 | 可定制 |
| 材质 | 201 304 |





1.分组均匀部光:三段式的组合灯具,相对于其他产品的一段式的灯具,可以避免了每一个灯具之间的暗影光区,即可以把有限的光照均匀的照射在有效的路面范围之内。
2.专业的独立配光:每一颗LED光源都有一个独立的配光系统,每个LED灯珠发出的光线首先经过专业的特殊透镜,针对有效光线进行约束及引导,使得光斑效果达到路面要求,并使光线有向前照射的角度,也就解决了来车方向的眩光,这就有别于其它产品所采用的遮光方式了,从而提高了光效。
3.异型反光杯应用:本 产品“LED钢管护栏灯”,每一颗配镜都配有一个独立的反光杯,该异型反光杯,进一步的把配光过程中所产生的杂乱光线进一步约束反射,使得光斑达到更佳效果,
4.面罩及密封等级:灯具面罩采用的是高性能的PVC注塑面罩,这就使得产品面罩有着较好的透明效果和及好的机械强度及耐气候效果,和其他产品的吸塑面罩有着本质的差别提高,本产品的密封是采用密集型的螺丝夹紧方式,防水等级达到了IP67级别。
5.高科技防水技术:采用了当今先进的防水透气技术,了产品在工作与非工作期间所造成灯具内腔的负压现象,从而就解决了灯具内腔结露现象,这是其它产品所不具备的。
6.充分利用道路所应有的附件做为灯具的安装载体。
7.灯具采用科学、可靠的设计方案,密封等级可以到达IP67等级。
8.外壳采用高品质的挤出铝型材,外表采用静电喷涂技术处理,防腐防酸抗碱,耐新持久。
9.配光采用仿真技术,按照路面照度效果需要设计,光照区域界限明显。
10.定向配光和反光杯技术的应用,有效地控制了灯具的眩光。
11.防水呼吸器的应用,解决了灯具内腔负压所带来的内壁结露现象。
12.灯具配光镜的互换,可以做到路面照明和亮化工程的并用或独立使用。
13.灯具及间隔的等距分段设计,保证了路面照度均匀和量化工程的视觉效果。


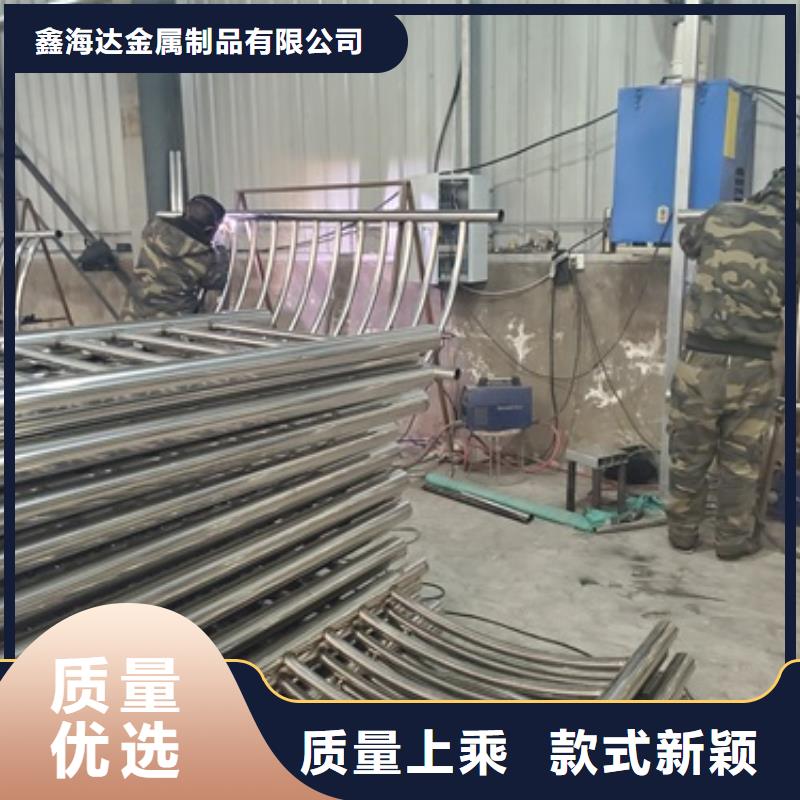
复合管护栏使用的不锈钢复合管焊接时可能会出现的问题?
不锈钢复合管的结构有其特殊性, 从结构上看, 不锈钢复合管(内衬) 层厚度在 1.0-3.0mm 左右, 碳钢基层在
2.0-50mm 左右, 复层比基层长出 1-3mm,不锈钢复合管的基层和复合层是通过内挤外压达到紧密接触而满足一
定的剪切强度要求,在两个接触面的空间还可能存在空气、水分和油污等杂质。
在现场不锈钢复合管封底焊时,由于不锈钢复合管内衬层厚度薄; 加上管子存在椭圆度, 用机加工去掉基层而保留
1-3mm 的内衬层难度很大; 不锈钢复合管焊接时内衬层极易烧穿。
不锈钢复合管焊接时基层与内衬层之间的杂质受热会分解为水蒸气和 CO2 气体, 在熔池内产生大量气体, 严重时
发生爆裂破坏熔池。
不锈钢复合管焊接的特殊性对焊工的要求也更高, 由于内衬不锈层薄, 使本来比较难焊接的不锈钢复合管操作更难
, 容易造成烧穿, 留有微小开放型缩口; 不锈钢层太薄,在基层碳钢焊接时,同样容易造成烧穿,从而造成不锈钢
复合管碳钢基层的加速腐蚀。
不锈钢复合管焊接结构的特殊性使焊接完成的不锈钢复合管检验也存在更大的困难,常规的复合板焊接, 可以先焊
基层, 待基层检验合格后焊接过渡层, 后焊接耐蚀层, 从焊接材料和工艺参数的选择容易保证耐蚀层的性能。而
不锈钢复合管由于内部空间小,接触介质的根部焊道必须先焊接, 该层焊道不可避免的受到多次加热,其耐蚀性受
到影响。
不锈钢复合管现场施工中不可能单独对不锈钢层进行检验, 而对全厚度的 X 射线检验又很难判断缺陷的具体位置。



鑫海达金属制品有限公司集【山西晋城桥梁护栏】设计、生产、销售于一体的公司,不断的采用新的科技成果,开发出具有新理念的【山西晋城桥梁护栏】用品,并以完善的管理、先进的生产设备保证了【山西晋城桥梁护栏】产品的优良品质,多年来与全国600多家企业建立了长期的合作关系。


不锈钢复合管桥梁护栏立柱与框架质量:耐用桥梁护栏还必须具备优质的框架质量。这主要体现于立柱的平安性,框架的稳固性也会有很大的,而若是一般材质的框架,那么就不保证材质的稳定性了,自然整体也会出现差错。
不锈钢复合管护栏是道路两边的一种防护措施,其目的是为了对道路两旁的车辆进行警示作用,那么不锈钢复合管护栏制造工艺有哪些注意事项呢,下面简单的为大家介绍一下不锈钢复合管护栏的制作工艺要求。
??不锈钢复合管护栏基材浇注:立柱、横梁、栏片和柱帽的浇注成型,基材配合比由试验室试验确定。制备立柱、横梁、栏片和柱帽的基材同时使用粗细骨料。基材搅拌应采用强制式搅拌机,材料计量误差应按TB10210的规定执行。搅拌时间应符合所用搅拌机的规定,已保证搅拌均匀。


