




想知道201不锈钢复合管护栏出厂价产品为何如此受欢迎?观看视频,答案自在其中。
以下是:201不锈钢复合管护栏出厂价的图文介绍
腾昊金属制品有限公司全体员工将开拓进取,争创,保质保量的完成每一个 山东临沂不锈钢复合管道路护栏产品,我们竭诚为广大客户朋友提供的山东临沂 山东临沂不锈钢复合管道路护栏技术和服务,热切希望同各界朋友建立良好的合作关系,同心协力,共创美好未来!


栏杆转角立望柱或寻杖绞口造者,均可见于云冈石窟、敦煌壁画。元明清的木栏杆比较纤细,而石栏杆逐渐脱离木制栏杆的形制,趋向厚重。清末以后,古典比例、尺度和装饰的栏杆形式进入。现代栏杆的材料和造型更为多样。铁栏杆栏杆和基座相连接,有以下几种形式:式:将开脚扁铁、倒刺铁件等基座预留的孔穴中,用水泥砂浆或细石混凝土浆填实固结。焊接式:把栏杆立柱(或立杆)焊于基座中预埋的钢板、套管等铁件上。螺栓结合式:可用预埋螺丝母套接,或用板底螺帽栓紧贯穿基板的立杆。上述也适用于侧向斜撑式铁栏杆。钢筋混凝土栏杆多用预制立杆,下端同基座插筋焊接或预埋铁件相连,上端同混凝土扶手中的钢筋相接,浇筑而成。木栏杆以榫接为主。若为望柱,则应将柱底卯入楼梯斜梁,扶手再与望柱榫接。栏板式栏杆可采用现浇或预制水泥板,也可用砖砌。室内的还可考虑使用钢化玻璃和有机玻璃等。扶手多为木制的,常以木螺丝固定于立杆顶端的通长扁铁条上(木立杆时为榫接)。也可用金属焊接和螺钉固接或以金属作骨衬,饰以木质和塑料面层,或为混凝土浇注、石抹面等。断面形式和尺寸应根据功能需要。石栏杆采用大理石或花岗岩制作,上有石扶手,中间是石栏杆,下方的底板根据需要,可要可不要,如果是楼梯的开头一端还有一根较大柱。拼接处主要是用铁条和云石胶连接。由于其由天然石材经物理加工制作,所以抗老化能力较强,外观较厚重,具有现代气息。室外多用花岗岩材质为主,室内则多用大理石材质。设计要求楼梯栏杆设计与扶手距离选择要设置栏杆的踏步的级和后一级的水准线。选择踏步踏板间的水平距离,将踏板数加起来,但并不算连着平台的后一级踏步。用这些数据建造一直角三角形,使其两直角边为以上尺寸,则直角三角形的斜边就是栏杆的斜度。



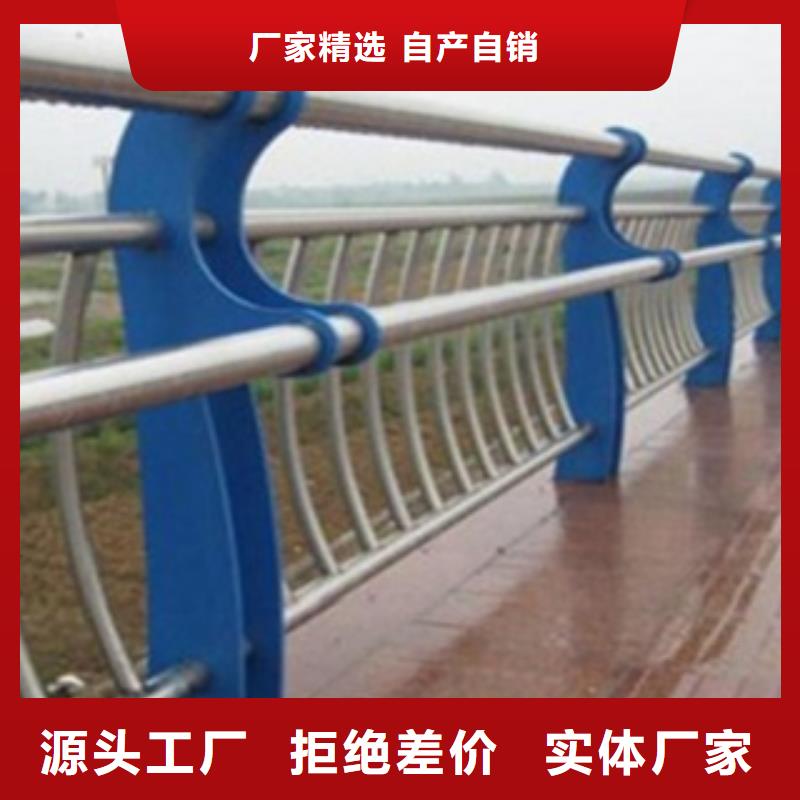
再来说说下面的横管,下面的横管要考虑功用方面,具有较强的抗冲击才干和缓冲才干,而且要考虑护栏的漂亮度,所以下面的管材不宜太细,不然抗冲击才干不可,无法保证不锈钢复合管护栏的行呢;可是又不能做的太粗了,影响护栏的漂亮。不锈钢复合管护栏的扶手,选用的都是粗一些的管材,一方面是为了功用方面的考虑;另一方面也是为了漂亮。所以这个不锈钢复合管护栏的扶手一般都是直径76mm以上的管材,常见的以76mm、89mm、102mm的居多。从这两方面考虑来说,横管一般比上面的扶手管要细两个类型。比如:扶手管用的89mm的,下面横管用63mm的,这样做出来的效果才会更好一些。不锈钢复合管护栏的竖管,比起横管来,要再低两个类型,出了上述两个理由之外,还有就是出产时候的工艺程度以及终究的本钱问题了。也就是说,不锈钢复合管护栏的扶手如果是89mm的,横管是63mm的,竖管就用38mm的。这样调配下来才干在保证功用和漂亮度的一同,统筹了护栏的出产周期和本钱问题。终究,不锈钢复合管护栏的立柱选用的是钢板切开焊接而成,这方面就要根据不同的需求来规划不同的样式,就不逐个表述了。希望这些能够对各位朋友能够有所帮助。一个工业模具能够出成千盈百件产品,而每一其外表亮泽,颜色多样,运用寿数长,不需上漆保护、易清洁的,且兼有铁艺栏杆的古拙、美观、安定、品种多外行美观:多种外型任你挑选,它本身也是一种具装修效果的护栏精品,兼具风格和当今盛行时髦,尽显崇高与现、不褪色、不需求日常保护,不污染。寿数长:在-50℃至70℃下运用不褪色、不变形、不开裂、不脱皮、不脆化,可高达30年。因为有些杂乱的外型和赋有人性化、个性化的著作,靠机器是作不出来的。寿数长在-40~70摄氏度下不变形、不褪色、不老化、不开裂、不脱皮,不脆化。



因为复合层和底层之间不易熔焊在一起,所以在组对前,首要进行封焊。封焊应选用热输入量小的焊接办法,所以,关于封焊,咱们仍果用手艺钨极氩弧焊。关于过渡层,其熔敷金属成分十分杂乱,为了使合金浓度梯度不太大,应挑选热输入稍大一些的焊接办法,则咱们选用焊条电弧焊进行焊接。因为底层原料为碳钢,是一种常见的原料,焊接工艺十分老练,所以关于底层的焊接选用焊接电弧焊,以焊接施工功率。复层的焊接打底层选用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接要求高的工序,焊工有必要具有过硬的技术水平和高度的责任感。焊前有必要对管子内部、焊缝反面充99.99%的一段时间用气体氧含量仪从坡口空隙深化抽取气体丈量管子内部氧含量,当氧含量低于50ppm时开端为了确保底层焊接,选用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平坦。选用氢弧焊焊接,复层不锈钢纯边为1.5--2.0mm,焊瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,流量为8-12/min,焊接电流为正极,焊后进行查看,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺点存在,或X射线查看后,方可进行下道主序焊接。过渡层的焊接过渡层是复合管熔敷合金成分为杂乱的焊层,假如焊接参数选用不妥,简单形成熔敷合金浓度梯度过大,然后影响接头的防腐蚀功能接。焊接时选用焊条选用A302,为2.5mm,选焊接电流为70-90A,焊接电流为直流正接。
