

制作两个宽度等于裂纹长度,半径等于铸铁下水管外半径的U型抱箍,先用--毫米厚的橡胶板将管道有裂纹及渗漏水的地方包裹起来,然后用制作好的抱箍将橡胶板与管道紧紧抱紧,这样也可以不再漏水了。
用合好的快干水泥在裂纹及渗漏水之处包磨一层,然后将水泥抹层临时固定,待水泥凝固后去掉固定物即可。
用云石胶(大理石石头专用胶水黏结修补。
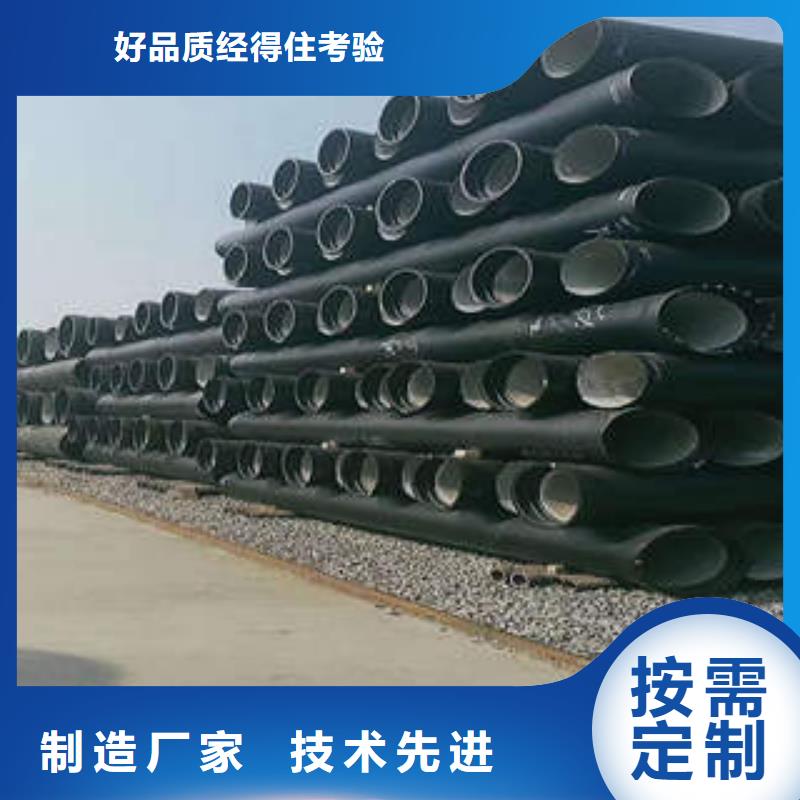
下面是球墨铸铁管施工过程中出现漏水情况的解决办法:
管道根底条件不良将致使管道和根底呈现不均匀的沉陷,通常形成部分积水,严峻时会呈现管道开裂或接口开裂。应采纳以下办法:a仔细按规划需求施工,保证管道根底的强度和稳定性。当地基地质水文条件不良时,应进行换土改进处治,以进步基槽底部的承载力 b若是槽底土壤被扰动或受水浸泡,应先挖除松软土层,然后将超挖部分用砂或碎石等稳定性好的资料回填密实。c地下水位以下开挖土方时,应采纳有用办法做好基槽底部排水降水作业保证干槽开挖,必要时可在槽坑底预留0cm~0cm厚土层,待后续工序施工时随挖随关闭,


球墨铸铁管接口连接应符合下列规定:
主控项目
1管节及管件的产品质量应符合本规范第5.5.1条的规定;
检查方法:检查产品质量保证资料,检查成品管进场验收记录。
2承插接口连接时,两管节中轴线应保持同心,承口、插口部位无破损、变形、开裂;插口推入深度应符合要求;
检查方法:逐个观察;检查施工记录。
3法兰接口连接时,插口与承口法兰压盖的纵向轴线一致,连接螺栓终拧扭矩应符合设计或产品使用说明要求;接口连接后,连接部位及连接件应无变形、破损;
检查方法:逐个接口检查,用扭矩扳手检查;检查螺栓拧紧记录。
4橡胶圈安装位置应准确,不得扭曲、外露;沿圆周各点应与承口端面等距,其允许偏差应为±3mm;
检查方法:观察,用探尺检查;检查施工记录。
一般项目
5连接后管节间平顺,接口无突起、突弯、轴向位移现象;
检查方法:观察;检查施工测量记录。
6接口的环向间隙应均匀,承插口间的纵向间隙不应小于3mm;
检查方法:观察,用塞尺、钢尺检查。
7法兰接口的压兰、螺栓和螺母等连接件应规格型号一致,采用钢制螺栓和螺母时,防腐处理应符合设计要求;
检查方法:逐个接口检查;检查螺栓和螺母质量合格证明书、性能检验报告。
8管道沿曲线安装时,接口转角应符合本规范第5.5.8条的规定;



君杰钢管有限公司主营 新疆克拉玛依小口径冷拔管。公司坚持以“打造有价值、可优化、不断进步的超专业的服务,悉查客户需求,完善客户期待”的服务理念和“以品质求生存、以创新求发展、以信誉求市场、创新务实、完善自我”的经营理念。
公司在范围内拥有较多的客户群体,高素质专业团队,以现代物流理念,广泛服务于国内外各产业领域。感谢一直以来支持我们的广大客户,我们将以优质的品质,俱佳的经营理念和完善的售后服务,继续为广大客户精诚奉献,与时俱进,和谐共赢!




