

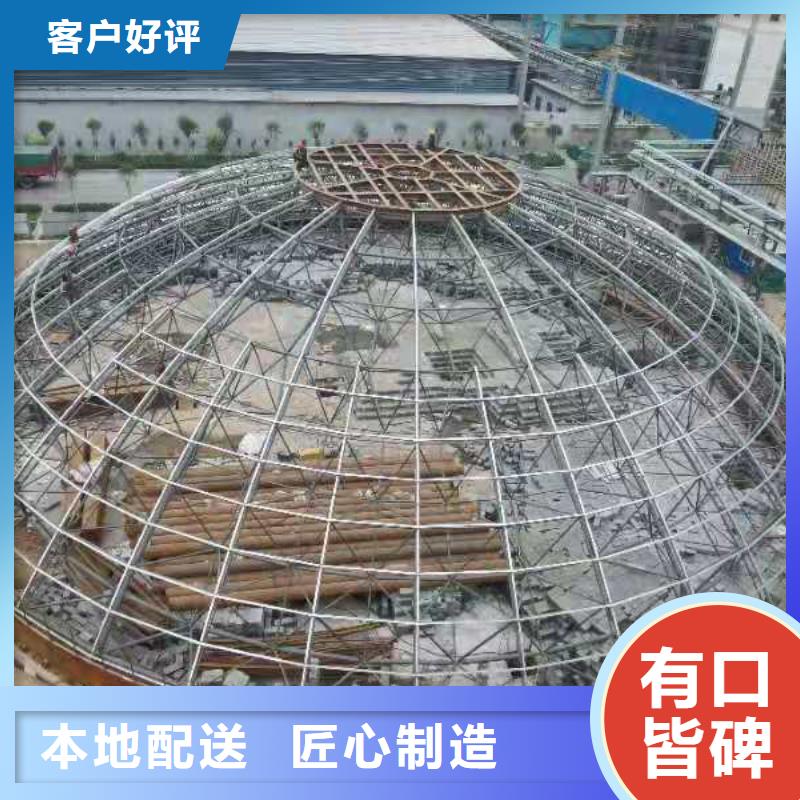
文字描述虽好,但视频更能直观展示兰炭仓制作产品的每一处细节。
以下是:兰炭仓制作的图文介绍

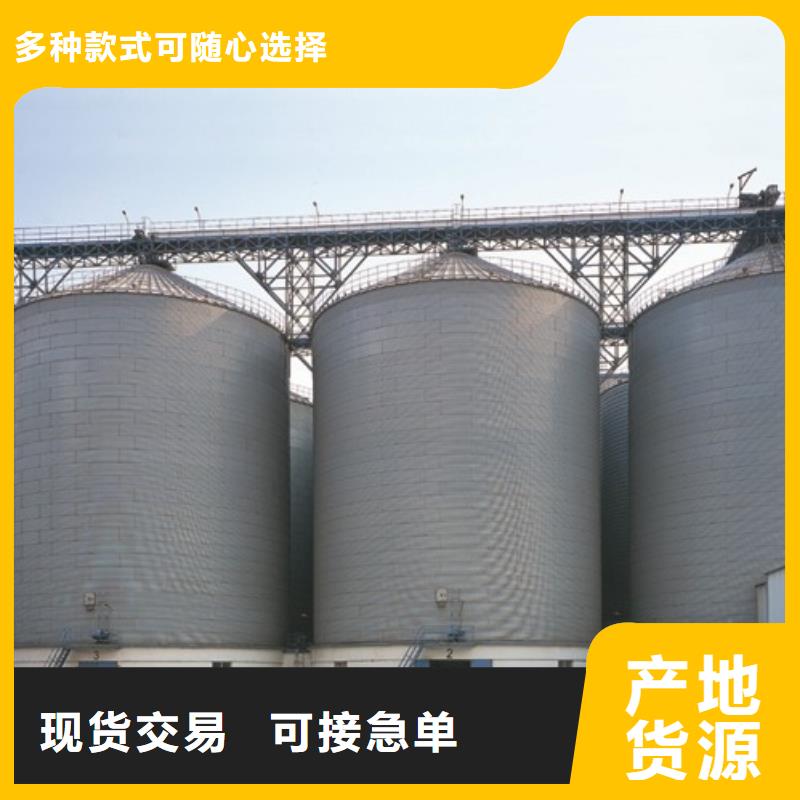
本公司是一家专营 台湾粉煤灰钢板仓、装配式储粮仓、粮食钢板仓、锥底装配式粮仓、装配式钢板仓、粮仓钢板仓的专业的 台湾粉煤灰钢板仓、装配式储粮仓、粮食钢板仓、锥底装配式粮仓、装配式钢板仓、粮仓钢板仓生产厂家,公司秉承顾客至上,务实的企业精神与经营理念,赢得多个地区客户的信赖和认同,希望各位新老顾客,多多关照,裕盛钢板仓有限公司会继续为各位顾客服务!


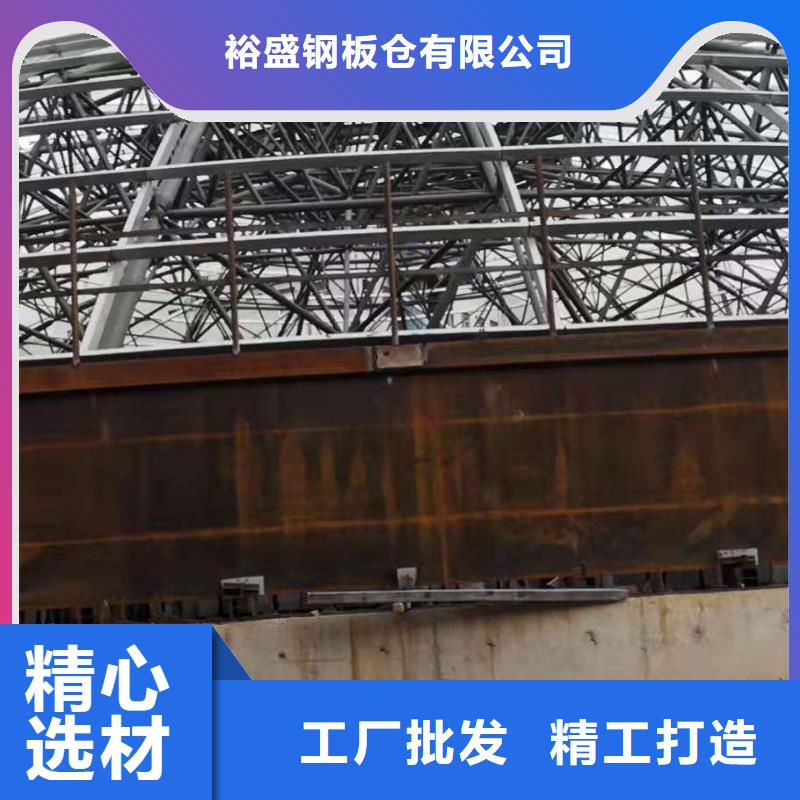
粉煤灰库从生产加工方面来讲钢材冷加工会产生冷变形,在加工过程中不允许让钢太多硬化而产生裂纹、划伤等。中国北方的冬天很冷。钢在低温下的性能会发生很大的变化,脆性增加。因此,会发生突然的脆性断裂。这给钢板仓的实际工程应用带来了很大的麻烦。
从安装工艺措施方面,尽量焊接部件和其他焊接接头及连接部件的焊接缺陷;焊接时不允许在焊件中留下大的热塑性变形和残余应力。
以上我们简单地分析和介绍了,对钢板仓低温冷脆现象的工作和解决措施。因此,对于钢板仓的产品,我们也需要做好冬季的工作,防止在温度较低时,钢板仓的质量受到影响,破坏我们的材料储存。
从安装工艺措施方面,尽量焊接部件和其他焊接接头及连接部件的焊接缺陷;焊接时不允许在焊件中留下大的热塑性变形和残余应力。
以上我们简单地分析和介绍了,对钢板仓低温冷脆现象的工作和解决措施。因此,对于钢板仓的产品,我们也需要做好冬季的工作,防止在温度较低时,钢板仓的质量受到影响,破坏我们的材料储存。



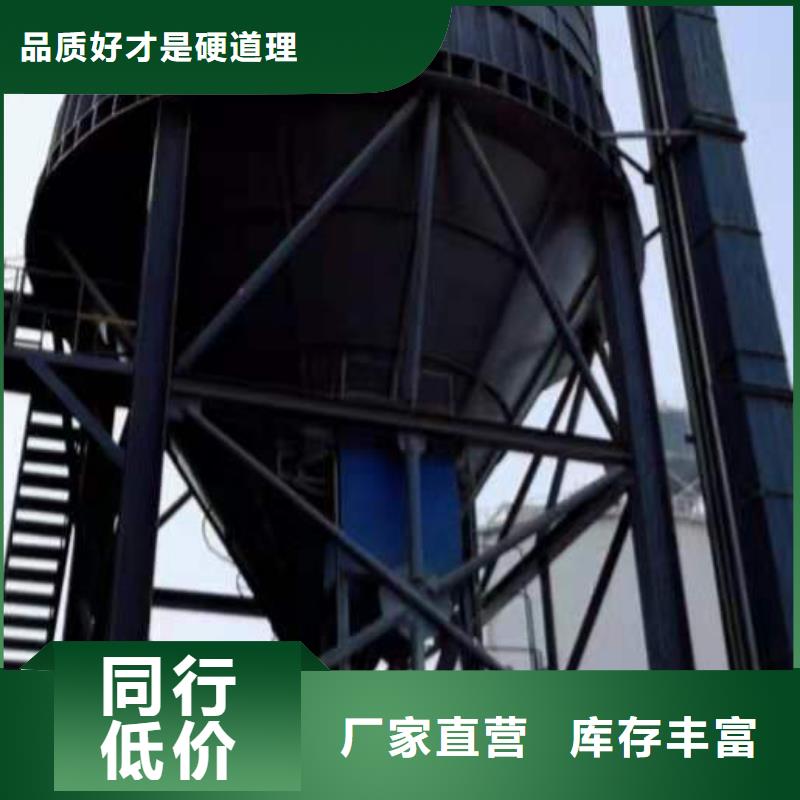
粉煤灰库体变形对应采取措施如下:
1、垫脚槽钢高度保持水平。对平台垫脚槽钢高度进行找平,确保各平台槽钢高度一致,使库体板承受上部荷载均匀,将库体变形将到 。同时,内部吊耳尽量靠近竖向加强肋或环向加强肋,或吊耳根部加方板,增加接触与库体的接触面积,减小库体局部由于受力不均产生的变形。
2、库体板方板时,确保场地平整,钢板平铺,同时度提高等级,放线切割时均由专业人员负责,确保方板度。从而使上下两节库体板间距均匀,减少强力拼合的情况。
3、确定合理的焊接工艺顺序,减小焊接应力集中,缩小变形。
(1)竖向对接焊缝焊接时,先进行间断焊,间断焊长度不超过20公分,同时板两端预留20---30公分不焊接,间断焊接完成后,用锤击方式焊接残余应力后将剩余焊缝焊接(板两端焊缝除外)完成,同时锤击焊接残余应力。
(2)环向对接焊缝焊接时,先将T型口对齐,确保平整不错边,对T型口两边进行横向焊接大约50公分左右,锤击残余应力后,然后分段退焊或跳焊,沿环缝方向均分,大约完成环缝工程量的一半时,再进行锤击,焊接应力后将剩余焊缝焊完,锤击焊接应力即可。
(3)如因两板缝隙不均或焊工水平差异无法一次焊接成型,必须进行两遍或多遍焊接,且 遍焊接完成后焊接应力后方可进行第二遍焊接。

