
更新时间:2024-12-27 20:08:29 浏览次数:5 公司名称:衡水 扬禹水工机械有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 面议/套 |
| 发货期限 | 面议 |
| 供货总量 | 12000 |
| 运费说明 | 面议 |
| 最小起订 | 1 |
| 是否厂家 | 厂家 |
| 产品材质 | 铸铁 |
| 发货城市 | 衡水 |
| 加工定制 | 加工定制 |
| 品牌 | 扬禹 |
| 主体材质 | 铸铁 |
| 密封形式 | 硬密封型 |
| 连接形式 | 手电启闭机 |
| 用途 | 止水 |



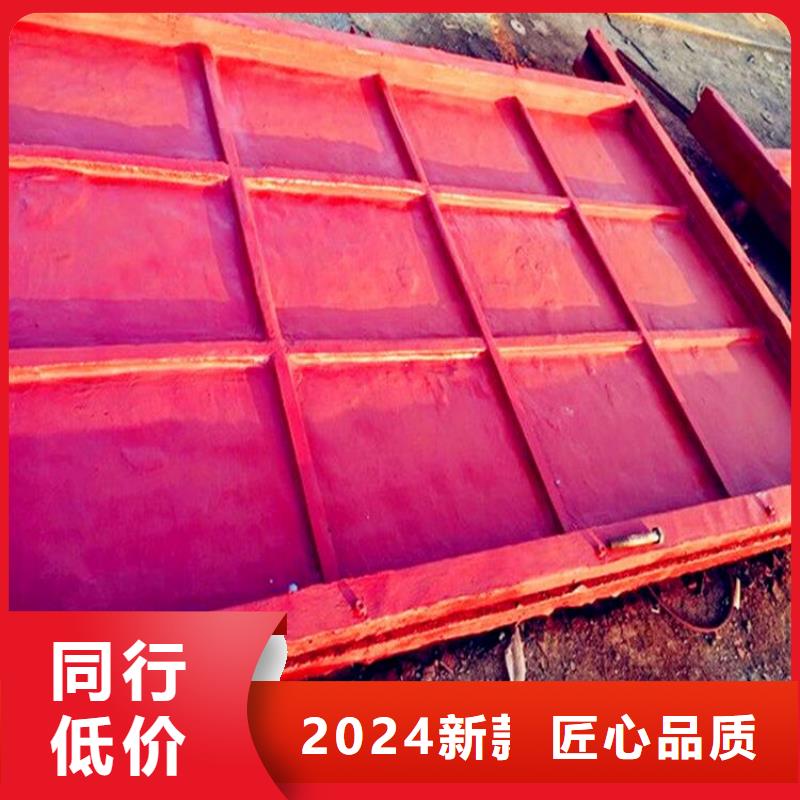


铸铁闸门防腐处理质量检查
钢闸门防腐处理的每道工序完成后,必须进行严格的质量检查,合格后方可进行下一道工序的施工,检查标准为设计要求或规范规定。
4.1表面处理(喷砂)
一般喷砂处理后,表面清洁度达到Sa2.5级,可用对比照片检查;表面粗糙度数值达到40-70μm,用专用量具或样块检测。
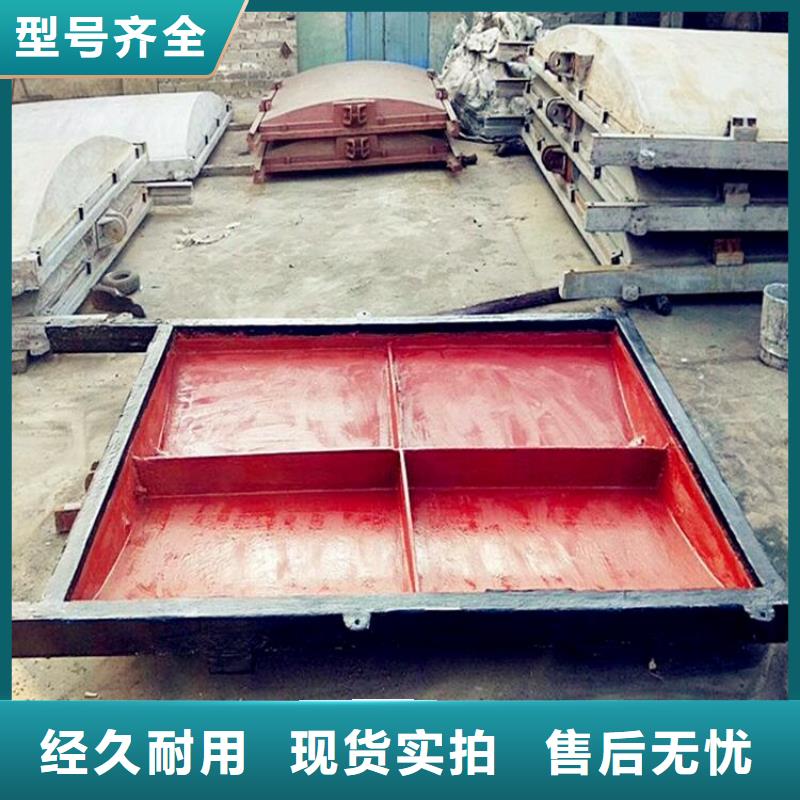
涂层遍数与厚度
一般喷锌、喷防锈漆、喷面漆均分两遍完成,喷锌 遍完成总量的70-80%,第二遍完成20-30%,喷漆两遍各完成总量的一半。每遍喷涂应有一定重叠量,两遍喷涂喷束应垂直交叉覆盖。
3.6边角位置及拼接焊缝处的喷涂
为保证闸门边角位置的喷涂质量,在每层喷涂之前应先将这些位置喷涂两遍,然后对闸门喷涂。
闸门拼接位置必须在施工现场或安装就位后进行焊接,所以应在焊缝处各侧50mm范围内涂装焊接时不对焊缝质量产生不良影响的车间底漆,以免坡口生锈。焊接后,对焊缝区进行二次除锈与喷涂。



随着不断的发展扬禹水工机械有限公司狠抓管理、完善经营机制,建立了一整套质量与售后保障体系,不断提高 四川乐山不锈钢闸门产品科技含量以及服务水平,随时为迎接新的机遇与挑战做好准备! 同时我们随时欢迎来自社会各界的新老朋友一起为了我们共同的家园,相互交流,真诚合作,共同成长 !

双向止水铸铁闸门产品安装要点
1,铸铁闸门在安装前,首先要检查各联接部位的螺栓是否因运输装卸造成松动,如有松动应加以坚固才能进行安装。
2,检查铸铁闸门的主立框与横框连结上的止水面是否有错位,如有错位则松动连结螺栓将止水面调整在同一平面内才能进行安装。
3,铸铁闸门安装时应采用整体就位安装,禁止闸框、闸板分体安装,防止闸变形(除特大铸铁闸门外)。
4,铸铁闸门在二期浇注前将闸门整体吊装就位后找好前和后的正确位置,然后将调整螺栓与工程配钢筋焊牢,再用塞尺检测各止水面处的间隙,同时对间隙超过0.3mm处用高速螺栓进行调整,确保各产品止水面的间隙在0.3mm以后,再将铸铁闸门背后水面两边立门槽用金属或木质杆支撑,防止浇注时挤压,造成门槽向内夹卡门板,之后才进行二期浇注。




